
This issue has been asked of me many times by numerous experienced and new start-up assembly operations of fiber optic connector assemblies. The questions of: “How much is enough”? and “How do I know that I have the right amount of epoxy in the connector”?
The answer is dependent on internal connector design, fiber diameters, epoxy type and application methods.
Let’s start primarily with the internal connector design, this looks carefully at the internal lead-in chamfer of the ceramic ferrule, the overall inside diameter of the flange holding the ceramic ferrule and the overall inside diameter of the connector backshell. All these can control the correct amount of epoxy (particularly for two-part mixed epoxy). Each connector manufacturer of fiber optic connectors has slight design changes in the overall internal geometry of the connector and can vary from manufacturer to manufacturer.
Secondly, the fiber diameters play an important role in the correct amount/volume injected into the connector. For example, the 900 microns buffered fiber will displace more epoxy than a 250-micron fiber resulting in totally different volumes required to inject into the connector. In other words, it will take slightly more epoxy for a 250-micron fiber than a 900 micron buffered fiber. Applying the same amount of epoxy for all types of fiber and connectors can lead to problems in the termination. Some of these problems cause reliability issues, bare fiber exposure inside the connector, overflow of epoxy where the mechanical movement ( spring action) is locked and preventing optimum contact in mating pairs.
The choice of epoxies is critically important
Most Telco/Data and OSP connectors are assembled with two-part epoxies that provide high tensile strength, excellent bonding and hermetic sealing of the bare fiber. The industry standard has been a two-part epoxy that requires thorough mixing of parts A and B (Resin and Hardener). It is important to note that a two-part type of epoxy, such as ÅngströmBond AB9123 and EPOTEK 353ND, and others similar to its chemistry undergoes a distinct chemistry phase change during curing and heating to temperature. The first phase change is right before curing at the correct temperature (usually 100 C) the viscosity of the epoxy turns from molasses to water and tends to run and wick up the fiber, the cable and through all the internal diameters of the connectors. Within seconds of this first phase change are the 2nd and last phase change of the epoxy where it hardens to its final cured state. So the correct calculation of volume for each type of connector and assembly is critical for maximum performance and reliability.
Lastly, the method of applying epoxy into the connector is another source of variability that can greatly affect the correct amount/volume of epoxy into the connector. The most common method is the hand syringe and special OD needle size ( usually a 19 or 20 Ga needle). This method relies heavily on the operator’s “touch and repeatability”. The other methods are Pneumatic dispensing or volumetric dispensing machines. All provide some uniformity in volume application and is the preferred method.
In conclusion, to answer the questions:
How much is enough epoxy? and How do I know that I have the right amount of epoxy in the connector?
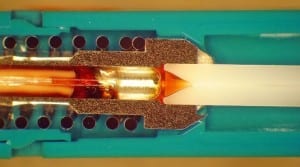
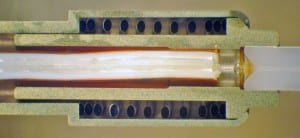
We at Fiber Optic Center can help answer this by understanding the variables listed above and can provide a unique service to customers. Beginning with intensive training on assembly termination and taking the variables into consideration, Fiber Optic Center will provide cross sectioning of the fiber optic connector to determine epoxy amount/volume , location and movement. This cross-sectioning service, although destructive provides the manufacturer with a clear pictorial of what exactly is going on inside their connectors. See attached pictures of insufficient epoxy and fiber movement inside connector. Adjustments can be made to application methods and amount/volume based on this analysis. In addition, Fiber Optic Center can provide equipment, training and support to qualify for 3rd party testing.
