
Fehler in Epoxidprozessen (Mischen, Dosieren / Auftragen, Aushärtepläne usw.) können zu vorzeitigen Verbindungsfehlern führen, die sich negativ auf die Zuverlässigkeit einer Kabelbaugruppe auswirken. Als Reaktion auf die Anforderungen unserer Branche nach den aktuellsten Informationen und Lösungen für diese kritischen Prozesse hat FOC eine Epoxy & Adhesives Library entwickelt, die Folgendes umfasst Blog Artikel, Tipps und FAQs und Videos. Im folgenden Artikel werden die Ziele der Epoxidabgabe erläutert.
Ansätze zur Abgabe von Klebstoffen (für die Montage von Glasfaserkabeln) und ein neues automatisiertes System
Das Hauptziel eines Dosiersystems besteht darin, eine gleichmäßige und kontrollierbare Menge Klebstoff in die Ferrule und den Stecker einzuspritzen. Sekundäre Ziele – wie geringere Arbeits- oder „Takt“-Zeiten, geringere Nutzungskosten usw. – sind natürlich sehr wichtig – aber sie sind irrelevant, wenn die Abgabemenge nicht angemessen gesteuert werden kann. Die Tatsache, dass die meisten Zweikomponenten-Epoxidharze, die in Glasfaserabschlüssen verwendet werden, eine Lebensdauer von mehreren Stunden haben und die Viskosität des Epoxidharzes während dieser Zeit allmählich ansteigt, stellt die Steuerung des Epoxidharz-Injektionsprozesses unabhängig von der Dosiermethode vor Herausforderungen.
Bei einem „richtigen“ Epoxid-Dosierungsprozess sollte Folgendes berücksichtigt werden:
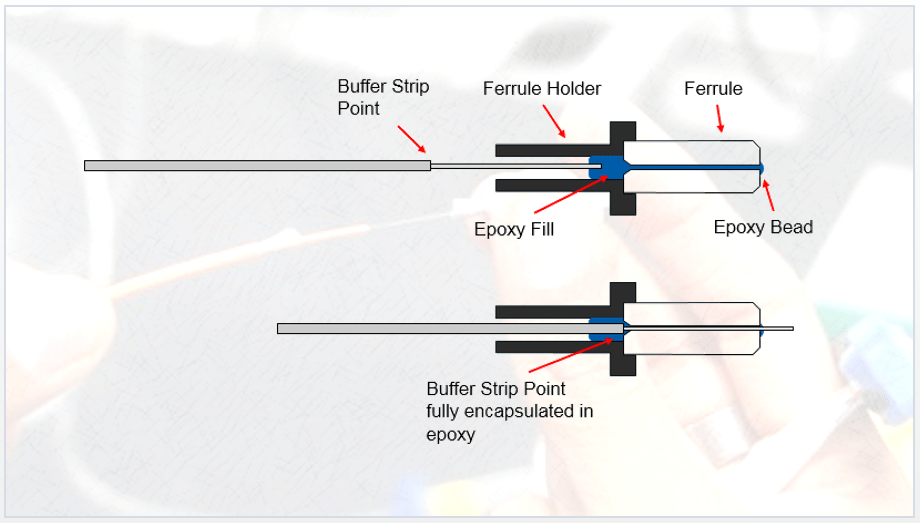
- Die gesamte Bohrung des Ferrulenlochs sollte vollständig mit Epoxidharz gefüllt sein.
- Bei den meisten Dosierprozessen wird dies durch Einspritzen von Epoxidharz durch das hintere Ende der Ferrule erreicht, bis eine kleine Epoxidperle an der Endfläche der Ferrule austritt (die „Epoxidperle“). Weniger verbreitet ist die Verwendung eines Vakuumsystems, um Epoxidharz am hinteren Ende der Ferrule durch die Ferrulenbohrung zu „ziehen“, bis es an der Endfläche der Ferrule austritt. Beide erreichen das gleiche Ziel.
- Das hintere Ende der Ferrule (wo es in den Ferrulenhalter gedrückt wird) sollte eine ausreichende Epoxidfüllung aufweisen, um sicherzustellen, dass der Faserstreifenpunkt vollständig mit Epoxid eingekapselt werden kann.
- Zu wenig Epoxid oder große Hohlräume im Epoxid können dazu führen, dass die Faser nicht vollständig eingekapselt ist, was das Risiko eines Faserbruchs drastisch erhöht.
- Nach dem Einsetzen der Faser kann zu viel Epoxidharz über den Ferrulenhalter gelangen, wodurch die Federwirkung des Steckverbinders blockiert werden kann.
Der „Epoxy Injection“ -Prozess in einer Kabelmontagelinie erfordert robuste Prozesskontrollen, da es nahezu unmöglich ist, die Wirksamkeit der Injektion (ordnungsgemäße Ferrulenfüllung) mit anschließenden Tests zu überprüfen - wenn nicht genügend Epoxy in die Ferrule injiziert wird Der einzige Weg, dies herauszufinden, ist durch zerstörende Prüfung (dh Querschnitt) oder Produktversagen.
Natürlich kann die manuelle Epoxidinjektion relativ arbeitsintensiv sein und ist eine „Fähigkeit“, die eine angemessene Schulung und Überwachung erfordert. Infolgedessen können Fabriken von Investitionen in teurere Abgabesysteme profitieren, die den Arbeitsaufwand minimieren und gleichzeitig die Kontrolle der Epoxidfüllung verbessern, was zu weniger Ausschuss und einem zuverlässigeren Produkt führt.
Drei Methoden zur Abgabe von Klebstoff
Da das Hauptziel eine sorgfältige Kontrolle der abgegebenen Menge ist, wird am häufigsten einer von drei Ansätzen verwendet:
- Manuell: Dieser Ansatz beruht auf der Fähigkeit eines gut ausgebildeten Bedieners, auf den Kolben der Spritze zu drücken, die Endflächenperle zu untersuchen und festzustellen, wann die Ferrule richtig gefüllt ist. Die manuelle Abgabe kann für kleine Montagevorgänge praktisch sein. Es erfordert wenig Kapitalaufwand und gut ausgebildete Bediener können gute Ergebnisse erzielen.
- Pneumatische: Bei diesem Ansatz bereitet ein Bediener die Spritze vor und verbindet sie dann mit einer Maschine, die kontrollierten Luftdruck verwendet, um den Kolben zu drücken und eine kontrollierte Menge Klebstoff abzugeben. Digitale elektronische Steuerungen regulieren den Luftdruck, um die verringerte Klebstoffmenge im Lauf nach vorherigen „Schüssen“ und Änderungen der Viskosität eines Epoxidharzes während seiner Lebensdauer auszugleichen. Einige Roboterversionen beinhalten auch ein Vakuumsystem, um Luft aus dem Endflächenloch der Ferrule zu ziehen – um dabei zu helfen, den Klebstoff durch die Ferrule zu ziehen und die Raupe zu formen Aufwand für die Ausstattung. Der Vorteil ist eine bessere Kontrolle über die Klebstoffmenge, die bei jedem Schuss im Vergleich zur manuellen Injektion abgegeben wird. Änderungen der Epoxidviskosität während seiner Lebensdauer wirken sich auf die Schussgröße aus, und die besseren pneumatischen Dosiersysteme können darauf programmiert werden. Pneumatische Systeme können für kleine bis große Injektionsanforderungen geeignet sein und eignen sich hervorragend für Betriebe mit einem großen Produktmix.
- Volumenverschiebung: Bei dieser Methode wird der Kolben der Spritze mit einer Gewindewelle gedrückt. Das elektronische System, das den Schaft dreht, kann die bei jedem Schuss abgegebene Menge verfolgen und den Bediener benachrichtigen, wenn es Zeit ist, eine neue Spritze zu laden. Der Verdrängungsansatz erreicht zumindest theoretisch die genaueste und wiederholbarste abgegebene Epoxidmenge und erfordert den geringsten Schulungsaufwand für den Bediener. Diese Methode eignet sich für jede Operation gut, ist jedoch erheblich teurer als andere Methoden und wird daher im Allgemeinen bei Operationen mit größerem Volumen und schnellerem ROI berücksichtigt.
Automatisierte Abgabesysteme
Pneumatische oder Verdrängungsspender können mit Roboterpositionierungssystemen verwendet werden, um ein automatisiertes Abgabesystem zu implementieren. Ein solches Schema erfordert, dass ein Bediener die Spritzen lädt und die Spender oder "Pistolen" im Roboterpositionierer montiert, kann jedoch bei einem Großbetrieb eine erhebliche Reduzierung der Bedienerzeit und des Personalbedarfs erzielen. Sobald das System geladen ist, kann ein Bediener andere Stationen oder andere Aufgaben laden. Der Roboter positioniert dann die Nadel in der Ferrule, gibt die richtige Menge Klebstoff ab, bewegt sich auf die nächste Ferrule (normalerweise in einer Schale oder einem Gestell) und zeichnet in jedem Lauf Daten über die Ferrulen auf.
Robotersysteme sparen Arbeit, aber die eigentliche Abgabemethode ist entweder pneumatisch oder verdrängend. Einige Roboter verfügen über Bildverarbeitungssysteme, um die Ausrichtung beim Einführen der Nadel in das hintere Loch der Ferrule sicherzustellen. Andere verwenden präzise Positionierungssysteme. Diese Systeme tragen zu den Kosten bei. Daher benötigt ein Montageunternehmen Bestellungen in großen Mengen mit bestimmten Steckverbindertypen, um die Roboterausgabe optimal nutzen zu können.
Details zum Volumetric Dispensing System können im FOC-Marketing-Blog eingesehen werden. Epoxy Dispensing "luftfreie" Verdrängungstechnologiey, auf der Fishman Corporation SmartAutomationTM Benchtop Fiber Optic Assembly System hier.
Zusammenfassung
Baugruppenhersteller wählen die Abgabemethode und den Automatisierungsgrad entsprechend ihren Bestellmengen, Steckverbindertypen und Arbeitsabläufen aus, um ihren Anforderungen gerecht zu werden. In jedem Fall können Montageunternehmen mit dem Fiber Optic Center zusammenarbeiten, um das optimale System für ihre spezifischen Umstände zu implementieren.
