
Wie wir alle wissen, sind hochreine Rohstoffe entscheidend, um Designziele zu erreichen. Niedrige metallische Verunreinigungen verhindern Reflexionsverluste und trockene Rohstoffe verhindern Absorptionen. Darüber hinaus gibt es viele Entwurfstaktiken, um die Grenzwellenlänge, den Modenfelddurchmesser (MFD) und die numerische Apertur (NA) zu erfüllen. Zusätzliche Herstellungsziele für das Wellenleiterdesign umfassen hohe Reinheit, niedriges OH, Gleichmäßigkeit und Reproduzierbarkeit.
Während meiner jahrelangen Tätigkeit und Wartung eines MCVD-Fertigungssystems bei 3M arbeitete ich eng mit den Designern zusammen und war eng in den Entwurfsprozess eingebunden, um sicherzustellen, dass die Entwürfe hinsichtlich der Expansionskoeffizienten usw. herstellbar sind. Tatsächlich ähnelt das Designer- / Bedienerteam der Preform-Fertigung der Zusammenarbeit von Architekten und Bauherren. Die „Blaupause“ mag auf dem Papier großartig aussehen, aber die beiden Fachleute müssen eng zusammenarbeiten, um die Besonderheiten der Praxis herauszufinden.
Zusätzlich zur Lösung von Konstruktionsproblemen mit dem Konstrukteur muss der MCVD-Bediener während des gesamten Herstellungsprozesses mehrere Geräte- und Prozessvariablen streng kontrollieren. Die folgenden Absätze bieten einen umfassenden Überblick über kritische Entwurfsziele für Glasfaser-Vorformlinge sowie Tipps für MCVD-Bediener zur Herstellung der angegebenen Glaswellenleiter und zur Erzielung reproduzierbarer Entwürfe.
Der Preform-Profiler ist entscheidend für die Erreichung der Entwurfsziele
Als MCVD-Operator verlassen Sie sich darauf, dass der Profiler den Brechungsindex und die Abmessungen des fertigen Vorformlings misst, z. B. die Dicke der Glasschichten. Dies sind wichtige Informationen, um den fertigen Preform zu analysieren und die Fähigkeit zur Erreichung der Entwurfsziele vorherzusagen. In der Regel verfügt der Profiler über eine Software zur Vorhersage der Grenzwellenlänge, der MFD und der NA der gezogenen Faser. Als Bediener erhalten Sie wichtige Informationen, um MCVD-Prozessänderungen zu planen, die bestimmte Entwurfsziele erfüllen.
Zusätzliche Designüberlegungen
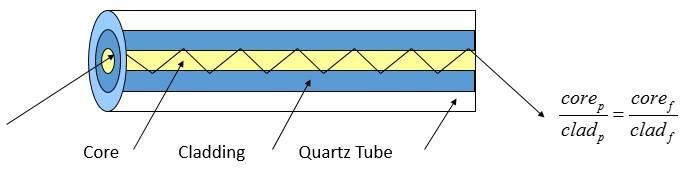
- Barriereschichten verlangsamen die OH-Migration, liefern hochreines Glassubstrat für kritische Abscheidungsschichten und erzeugen reines Glas für expandierende Modenfelder – Wie Sie wissen, sind die Glasbarriereschichten in der Regel an den Index des Ausgangsröhrchens angepasst, weisen jedoch eine viel höhere Reinheit auf. Normalerweise lagern Sie mehrere Schichten hochreinen Glases im Inneren des Substratrohrs ab, um eine makellose Oberfläche für Ihre kritischen Abscheidungsschichten zu schaffen, die das Licht leiten. Reines Glas ist wichtig, da sich das durch den Faserkern wandernde Modenfeld je nach Wellenleiterdesign je nach Wellenlänge ausdehnt. Abhängig vom optischen Design kann ein Teil des Lichts in der Barriereschicht geleitet werden. Wenn die Barriereschicht nicht dick genug ist, kann das Modenfeld auf das Glas der Abscheidungsröhre treffen, wobei mögliche Absorptionen oder Reflexionen zu einem erhöhten Faserverlust führen können.
- Depressive Well-Barriereschichten (Index <Silica) (zur Minimierung von Kern-GeO2) können verwendet werden, um Kernglasverluste zu minimieren - MCVD-Betreiber wissen, dass Germanium in Kernen den Brechungsindex erhöht. Je mehr Sie jedoch hinzufügen, desto höher werden Ihre Faserverluste. Eine Taktik besteht darin, den Brechungsindex der hochreinen Barriereschichten um den Kern herum zu verringern. Die vertieften Vertiefungsschichten können mit Dotierstoffen wie Fluor gebildet werden. Diese Konstruktion erhöht den Brechungsindexunterschied zwischen Barriere- und Kernschichten, ohne das Kerngermanium zu erhöhen, und erhöht die NA. Die eingedrückte Bohrlochdicke muss sorgfältig ausgelegt werden, um ein Abschalten des Hauptmodus zu verhindern.
Wichtige Überlegungen zur Ausrüstung, um die Entwurfsziele zu erreichen
Was können Sie als Betreiber tun, um sicherzustellen, dass Sie Ihre Entwurfsziele erreichen? Wie bereits erwähnt, müssen Sie die Barriereschichten und die Vertiefungsschichten genau kontrollieren. Die genaue Steuerung der Gasströme ist entscheidend.
- Kalibrierung der Massendurchflussregelung - Wie Sie wissen, benötigen Sie gute Kalibrierungsgeräte und -verfahren, da Sie den genauen Massenstrom kennen müssen.
- Kontrolle der chemischen Verdampfung - Ich habe in meinen vorherigen Artikeln ein wenig über Bubbler gesprochen (siehe die Links am Ende dieses Artikels). Darüber hinaus plane ich, diese wichtige Funktion in einem zukünftigen Artikel ausführlicher zu diskutieren.
- Dichtheitsprüfung zur Sicherstellung gleichmäßiger Durchfluss- und Dampfverhältnisse - Natürlich benötigen Sie ein gutes Dichtheitsprüfverfahren / -system und die Gewissheit, dass das Gerät ordnungsgemäß funktioniert, um einen gleichmäßigen Durchfluss und gute Dampfverhältnisse zu erzielen. Dies trägt zu reproduzierbaren Designs bei.
Wichtige Prozessüberlegungen zur Erreichung der Entwurfsziele
Für Preform-Hersteller können bestimmte Prozesskontrollen dazu beitragen, dass die Designspezifikationen konsistent eingehalten werden. Hier sind 4 wichtige Punkte im Prozess, die Ihnen helfen, Ihre Designziele zu erreichen.
- Kontrollieren Sie den Rohrdurchmesser sorgfältig mit einer gleichmäßigen Schichtdicke für jeden Durchgang - Wenn Sie Barriere- und Kernschichten ablagern, ist Ihr Ziel jedes Mal eine gleichmäßige Dicke. Wie Sie jedoch wissen, führt der Flammendruck des Brenners zu einer Schrumpfung des Ablagerungsrohrs. Ohne Durchmesserkontrolle reduziert diese Schrumpfung die Innenfläche. Bei konstanten Dampfströmen nimmt die Dicke der abgeschiedenen Schicht ab. Wenn der Durchmesser des Abscheidungsrohrs von Lauf zu Lauf oder innerhalb eines Laufs variiert, wird die Schichtdicke nicht reproduziert. Es ist absolut wichtig, den Durchmesser des Rohrs sorgfältig zu kontrollieren. Wenn es um Ablagerungen geht, ist Konsistenz der Schlüssel. Hier ist eine andere Möglichkeit, darüber nachzudenken: Das Schrumpfen des Rohrs erhöht die Rohrquerschnittsfläche (CSA), wodurch die interne Reaktionstemperatur (aufprallende Ablagerungen) verringert und die Oberfläche für Oxid verringert wird Ablage. Wenn Sie in einer perfekten Welt 10 Vorformlinge mit identischen CSAs für Abscheidungsröhrchen herstellen, die mit genau der gleichen Geschwindigkeit schrumpfen, können Sie mit der Schrumpfung der Röhrchen leben. Diese Vorformlinge sind alle identisch, vorausgesetzt, andere Variablen sind konstant. Dies kommt jedoch selten vor, da die Startrohre normalerweise unterschiedliche CSAs aufweisen und jeder Prozess mit einer gewissen Variabilität verbunden ist.
Ein Tipp zur Verbesserung der Reproduzierbarkeit: Entscheidend ist die Innentemperatur des Abscheidungsrohrs, da die Reaktion im Inneren stattfindet. Das Prozesspyrometer misst jedoch die Außentemperatur. SG Controls bietet ein Durchmesserkontrollsystem an, das den Rohrdurchmesser kontrolliert und optisch misst. Bei diesem System handelt es sich um einen geschlossenen Regelkreis, bei dem das Drucksystem den Rohrgegendruck mit einer Rückmeldung aus der Durchmessermessung und dem Sollwert regelt. Es ist sehr wichtig, über ein automatisiertes System zur Steuerung des Rohrdurchmessers zu verfügen. Obwohl ich einige Erfolge bei der manuellen Steuerung des Durchmessers hatte, ist dieser Ansatz bei weitem nicht so reproduzierbar wie ein automatisiertes System.
- Eine niedrige Abscheidungstemperatur verringert die OH-Diffusion von Rohr und Brenner zum Kern und verhindert das Schrumpfen des Rohrs - Wie bereits erwähnt, führt die fehlende Durchmesserkontrolle zu einer Verdickung der Rohrwand. Bei einer dickeren Rohrwand muss mehr Brennerwärme angewendet werden, um eine gleichmäßige Abscheidungstemperatur aufrechtzuerhalten. Das Abscheidungsrohr und der Brenner sind Wasserquellen, die durch Glasschichten zum Kern hin diffundieren können. Wenn Sie Ihre Abscheidungstemperatur so niedrig wie möglich halten, wird ein Schrumpfen des Rohrs verhindert UND verhindert, dass sich Wasser in Richtung des Kerns bewegt, was zu Absorptionen bei den endgültigen Fasermessungen führt.
Ein Tipp, um die Temperatur niedrig zu halten: Wie Sie wahrscheinlich wissen, verringert die Zugabe von Dotierstoffen wie Phosphor und Fluor die Ablagerungstemperatur.
- Die Temperatur des Ablagerungsrohrs ist bei diesem Prozess kritisch, was bedeutet, dass die Kalibrierung für reproduzierbare Entwurfsziele wesentlich ist - Es ist unbedingt erforderlich, dass Ihr Prozesspyrometer kalibriert ist. Um die Genauigkeit zu gewährleisten, habe ich einen vom Prozesspyrometer unabhängigen Handkalibrierungsstandard verwendet. Ich schaute durch den Pyrometer-Sucher und bewegte mich durch die heiße Zone, bis die maximale Temperatur festgestellt wurde. Diese maximale Temperatur ist die tatsächliche Temperatur. Ich würde diesen Messwert mit dem Prozesspyrometer vergleichen und nach Kalibrierungsverschiebungen suchen. Die Kalibrierung ist entscheidend - ein reproduzierbarer Prozess hängt von genauen Temperaturen ab.
Ein Tipp zu Handpyrometern: Sie müssen keine teure Schwarzkörpereinheit kaufen. Kaufen Sie stattdessen einen Handstandard, der mit einem Schwarzkörperstandard kalibriert ist. Darüber hinaus können Sie das Handpyrometer vorübergehend am Feuerwehrauto montieren, um die Kalibrierung des Prozesspyrometers vor Ort zu überprüfen.
- Kontrollieren Sie während des Zusammenbruchs des Rohrs das H2 / O2-Verhältnis des Brenners, um ein reproduzierbares Verhältnis von Kern zu Mantel zu erzielen und das Abbrennen von Glas zu minimieren – Wenn Sie diesen Prozess chronologisch durchlaufen, haben Sie Ihre Ablagerungen abgeschlossen und müssen nun das Hohlrohr zu einer festen Vorform zusammenfalten. Um dies zu erreichen, müssen Sie die H2/O2-Ströme des Brenners erhöhen, um einen hohen Flammendruck und eine hohe Flammentemperatur zu erzeugen. Der Flammendruck übt Kraft und Hitze auf das Rohr aus und zwingt es zum Kollabieren. Bei ausreichendem Rohrinnendruck bleibt das Rohr rund. Das H2/O2-Verhältnis des Brenners ist entscheidend, da es sich direkt darauf auswirkt, wie viel Glas Sie verbrennen. Bei Kollapstemperaturen verdampfen Sie Glas und werden bemerken, dass weißes Oxid vor dem Brenner kondensiert. Die Kontrolle des Brennergasverhältnisses und des Glasabbrands während des Einsturzes ist sehr wichtig. Der Vorformling wird während des Faserziehprozesses exakt verkleinert. Durch Hochtemperaturverdampfen des Glases (Flammenpolieren) kann das Kern-Mantel-Verhältnis fertiger Vorformen angepasst werden, wenn das Design dies erfordert.
Ein Tipp, um den Vorformling beim Zusammenklappen gerade zu halten: Unternehmen wie SG Controls bieten wassergekühlte Edelstahlbrenner mit Stickstoffvorhängen an, um die Breite der heißen Zone zu verringern und ein Durchhängen des Vorformlings während des Zusammenbruchs zu verhindern. Einstellbare Stickstoffstrahlen an den Außenkanten des Brenners blasen gegen das Rohr, um die Breite der heißen Zone gleichmäßig zu verringern. Dadurch kann der Bediener die Breite der heißen Zone während des Zusammenklappens anpassen. Dieses Gerät kann die Gleichmäßigkeit und die Faserausbeute verbessern.
Zusammenfassung
Dies ist eindeutig eine umfassende Überprüfung der kritischen Entwurfsziele für Glasfaser-Vorformlinge. Hoffentlich haben Sie ein paar Tipps erhalten, damit Sie Ihren Prozess und Ihre Reproduzierbarkeit kontinuierlich verbessern können. Wenn Sie einen dieser Punkte weiter diskutieren möchten oder Informationen zu einigen der in diesem Artikel genannten Geräte wünschen, empfehlen wir Ihnen, mich anzurufen.
Wenn Sie Fragen haben, rufen Sie uns bitte an - wir helfen Ihnen gerne weiter.
