
De las dos formas de férrulas comunes involucradas en el pulido APC, cónica y escalonada, la férula escalonada es, con mucho, la más fácil en términos de controlar geometrías. Las férrulas escalonadas son más caras que las cónicas. Sin embargo, desde un punto de vista puramente de control de procesos, los casquillos escalonados son la mejor y más fácil elección. Si es nuevo en el pulido APC, se recomienda encarecidamente utilizar férulas escalonadas en lugar de cónicas. Las férrulas escalonadas son menos sensibles a variaciones menores de proceso y material, y es mucho más fácil trabajar con ellas cuando se trata de desarrollar y modificar procesos de pulido. Por lo tanto, el uso de casquillos escalonados da como resultado rendimientos de primera pasada significativamente mejorados.
Para garantizar un rendimiento óptimo entre pares acoplados de conectores APC, es importante que las geometrías de los extremos de la férula cumplan o superen los estándares de geometría de extremos aceptados por la industria.1. Los problemas más comunes que enfrentan los ingenieros de procesos de pulido con respecto a la geometría de pulido APC generalmente involucran las mediciones de Apex Offset y Angle. Hay un poco de trigonometría compleja para "probar" matemáticamente las consecuencias geométricas involucradas en la formación y medición de un ángulo curvo a través de un objeto cónico o cilíndrico (la férula). Pero no es necesario profundizar demasiado en las matemáticas complejas. Los diagramas simplificados son suficientes para ayudar a los ingenieros de procesos de pulido a visualizar los principios básicos en funcionamiento, permitiéndoles controlar mejor su proceso de pulido para satisfacer las necesidades de geometría del producto.
Para comprender el pulido APC, es útil comenzar revisando el pulido de PC. Los mecanismos en el trabajo que afectan a Apex Offset y Angle son los mismos, pero es más simple e intuitivo cuando se describe el pulido de PC.
Apex Offset y ángulos en el pulido de PC
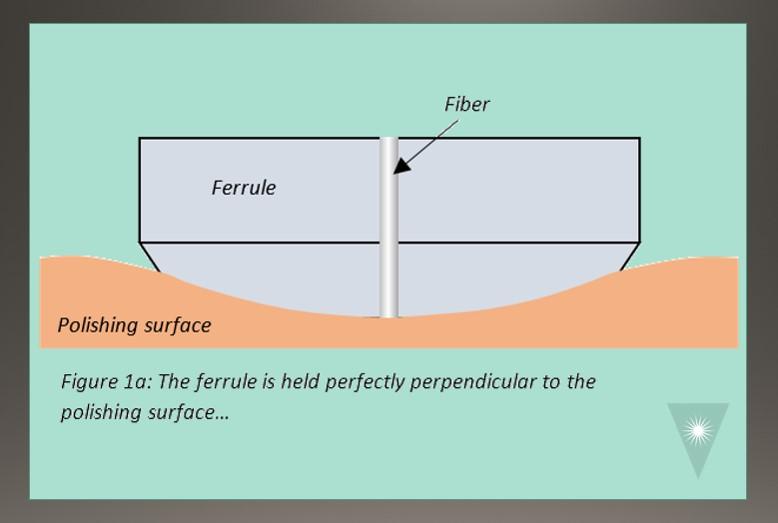
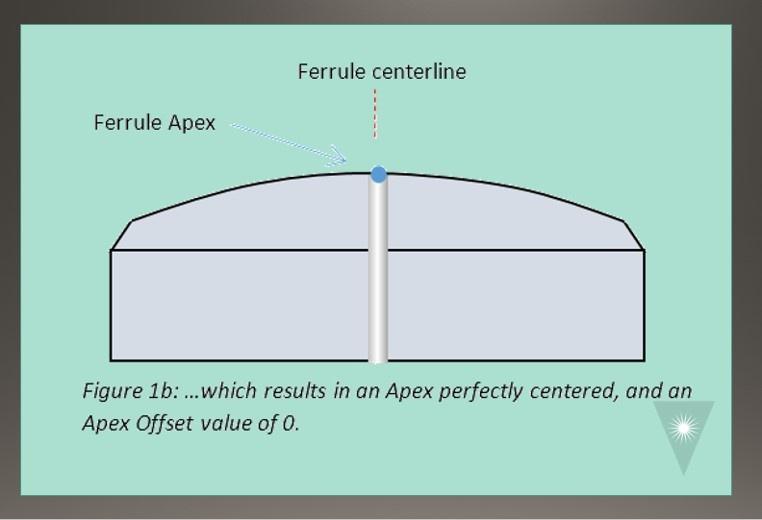
Apex Offset es un concepto bastante simple de entender en el pulido de PC. Con los casquillos de PC, la intención es mantener el casquillo en un ángulo vertical de 0.0 grados durante el pulido (perpendicular a la superficie de pulido). Siempre que la férula sea perfectamente perpendicular a la superficie de pulido, el Apex (punto más alto) de la cara final radiada será el centro exacto de la férula, y el valor de Compensación de Apex será cero2 (Figuras 1a y 1b).
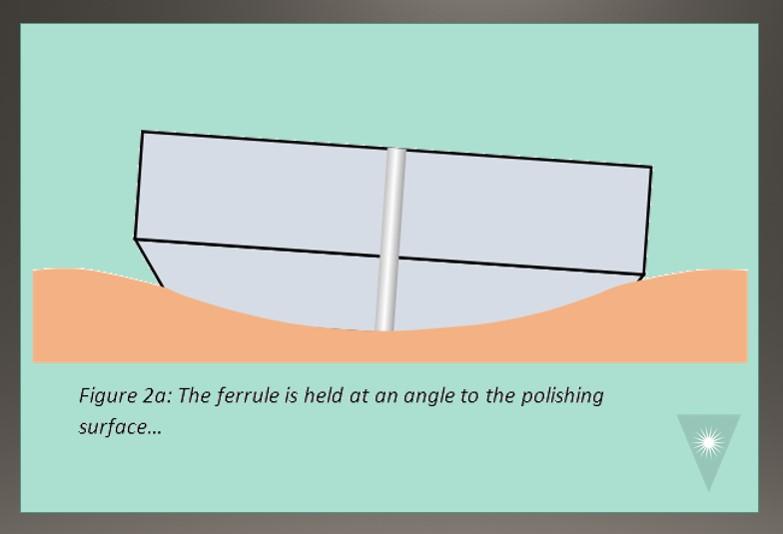
Si la férrula no es perpendicular a la superficie de pulido, el ápice del extremo curvo no estará centrado en la férula: un valor de compensación de ápice> 0 (Figuras 2a y 2b).
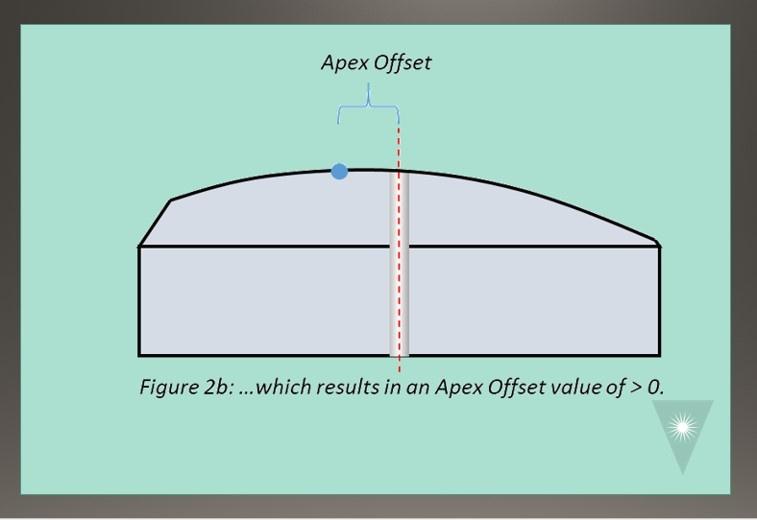
Cuanto más se aleje la férula de la perpendicular, más lejos estará el Ápice del Radio del centro de la férula, por lo tanto, mayor será el valor de Desplazamiento de Apex. Apex Offset es directamente proporcional al ángulo con el que se pulió el casquillo. De hecho, Apex Offset y Angular Offset son dos formas de expresar lo mismo, solo usan diferentes unidades de medida. (La compensación de Apex se mide en micrones desde el centro de la fibra, mientras que la compensación angular se mide en grados desde el eje central de la fibra). Dado que la compensación angular es una causa común de problemas de medición de la compensación de Apex, los ingenieros de procesos de pulido pueden identificar lo siguiente como una geometría general Regla de proceso:
- Todos los demás factores son iguales, cuanto mayor sea la diferencia entre el ángulo de pulido previsto y el ángulo de pulido real, mayor será el valor medido de Desplazamiento de ápice (o Desplazamiento angular).
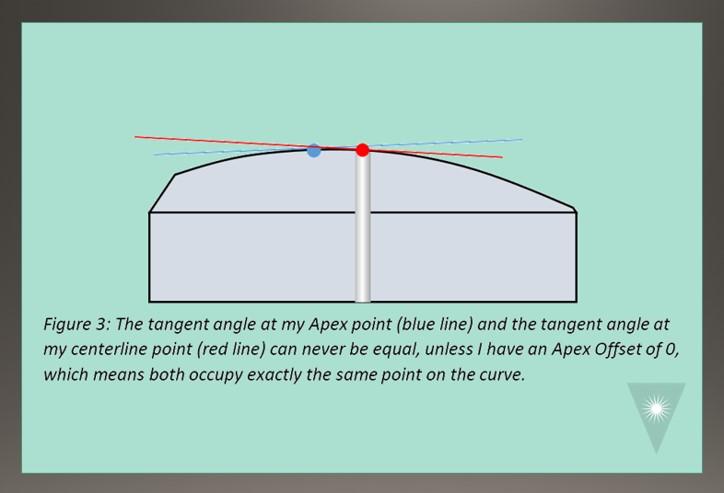
Además, dado que la cara final está pulida con una superficie redondeada (abovedada), sabemos que el ángulo de la superficie de cualquiera de los dos puntos a lo largo de la curva no será igual, es decir, el ángulo en mi punto de Apex y el ángulo en el punto de la línea central de la férula nunca puede ser igual (Figura 3). (Asumimos que el domo creado es perfectamente esférico, lo cual es poco probable en la realidad, pero no es relevante para nuestra discusión).
Aquí hay otro concepto importante a tener en cuenta: el ángulo de tangente en mi punto Apex siempre será exactamente el ángulo en el que sostuve la férula durante el pulido. Si sostuve mi férula a exactamente 0.4 grados de la perpendicular durante el pulido, esto producirá un ángulo en mi punto Apex de exactamente 0.4 grados de la horizontal. Es importante recordar este concepto cuando hablamos del pulido APC.
Apex Offset y ángulos en el pulido APC
Todo lo anterior también se aplica al pulir férulas APC: la única diferencia es que, con APC, tenemos la intención de mantener la férula en ángulo con el eje de fibra / férula durante el pulido (generalmente 8 grados) en lugar de perfectamente vertical (0 grados ) Esto introduce otros factores que tienen un impacto significativo en los valores de medición de desplazamiento y ángulo de Apex, a saber, FORMA de virola, RADIO de extremo y ERROR CLAVE.
Tenga en cuenta que el error clave es un componente importante de los valores de compensación de ápice medidos. El error clave es el "componente rotacional" de Apex Offset. Por ejemplo, si la ranura del chavetero del adaptador en mi interferómetro es significativamente más ancha que el ancho de la llave en mi conector APC, puede imaginar que es posible que gire el conector ligeramente durante la medición, lo que da como resultado valores de medición erróneos. Es un tema complicado de explicar por completo y es digno de su propio artículo. Debido a esta complejidad, y al hecho de que los problemas de errores clave son menos comunes que los problemas angulares, no discutiré el error clave con gran detalle en este artículo.
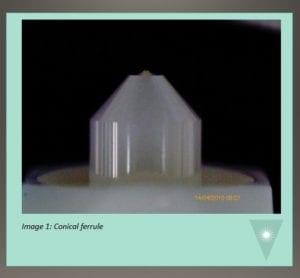
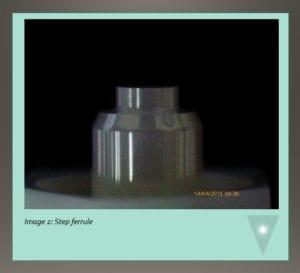
Primero, veamos la forma de la férula. Hay dos tipos comunes de férulas APC en términos de forma: cónica y escalonada.
- La férula cónica (Imagen 1), naturalmente, tiene forma de cono en el área de pulido de la férula.
- La férula escalonada (Imagen 2) tiene como forma cilíndrica la zona de pulido de la férula.
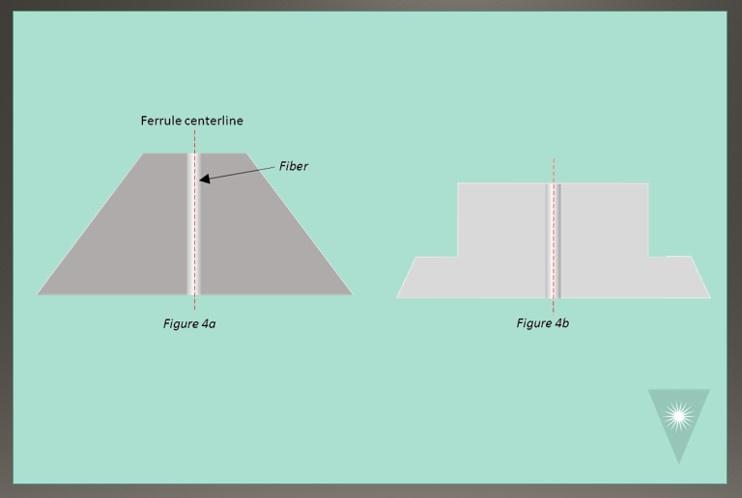
Las Figuras 4a y 4b presentan diagramas de sección transversal de los dos tipos de férulas. Las áreas grises son el material de la férula, el centro es la fibra y las líneas de trazos rojos muestran la línea central del diámetro de la férula.
Ahora debemos considerar los resultados de cortar un ángulo de 8 grados a través de estas dos formas. Comenzaremos con la forma cónica de la férula.
Forma cónica y Apex3
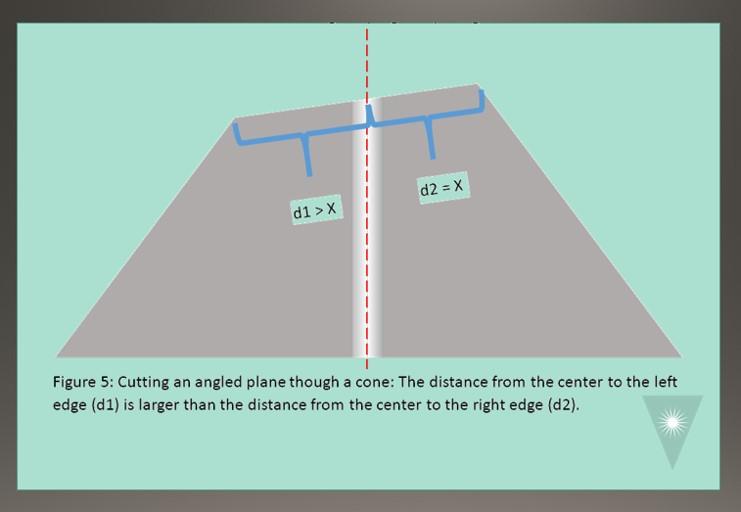
Si cortamos una línea recta a través de la férula cónica, podemos ver que, debido a la forma del cono, cualquier ángulo cortado a lo largo de la superficie nos deja con distancias desiguales desde el centro hasta los bordes exteriores de la férula. (Por el momento, nos olvidaremos de cualquier Radio en la cara final; abordaremos este punto más adelante en este artículo).
En la Figura 5, podemos ver que la distancia desde el centro hasta el borde izquierdo (inferior) es mayor que la distancia desde el centro hacia el borde derecho (superior):
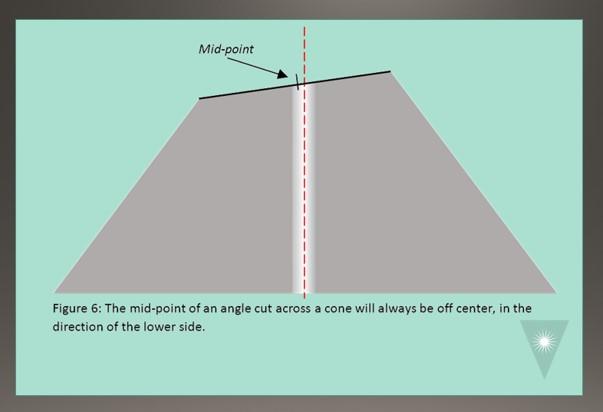
Si ponemos una línea recta a través de la superficie en ángulo, su punto medio no será: y nunca puede ser - en el centro de la férula (Figura 6).
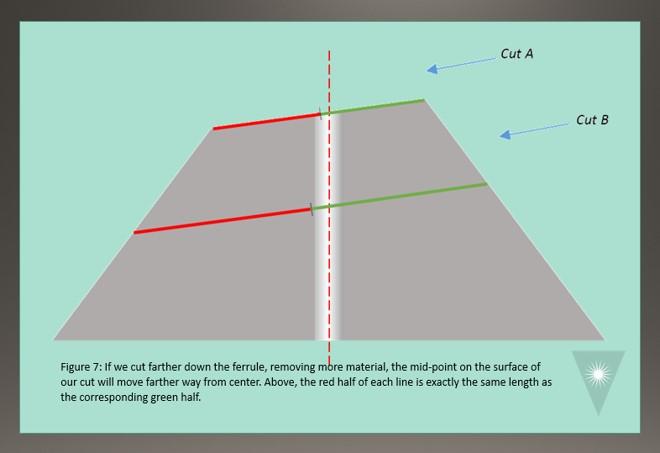
A medida que pulimos más y más material de la forma del cono, el punto central se aleja cada vez más de la línea central. Este punto medio NUNCA estará en el centro de la férula y se alejará más y más del centro a medida que retiramos más material y cortamos la férula cada vez más y más (Figura 7).
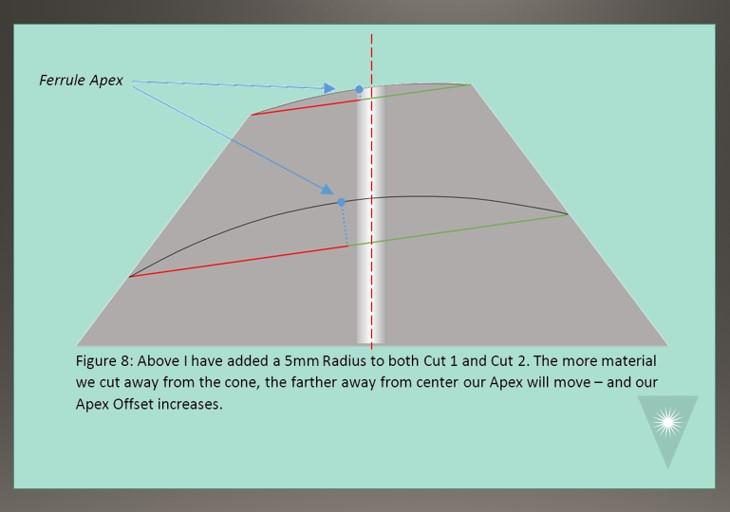
Ahora consideremos qué sucede cuando esa superficie tiene una cara redondeada en lugar de ser perfectamente plana. En la Figura 8, agregué radios de 5 mm a dos ubicaciones diferentes en la férula. Como era de esperar, la férula Apex será aún más lejos desde el centro que el punto medio del corte. Además, continuará alejándose cada vez más del centro de la férula a medida que se retire más material.
Ahora vemos que si pulido una férula cónica a 8 grados, luego mido en un interferómetro (que también mantiene la férula a 8 grados), es virtualmente imposible para mí obtener buenas mediciones de Apex Offset. Por lo tanto, aquí hay otra regla de proceso de geometría:
- Las férrulas cónicas APC DEBEN pulirse en un ángulo superior a 8.0 grados (normalmente 8.2 u 8.3 grados).
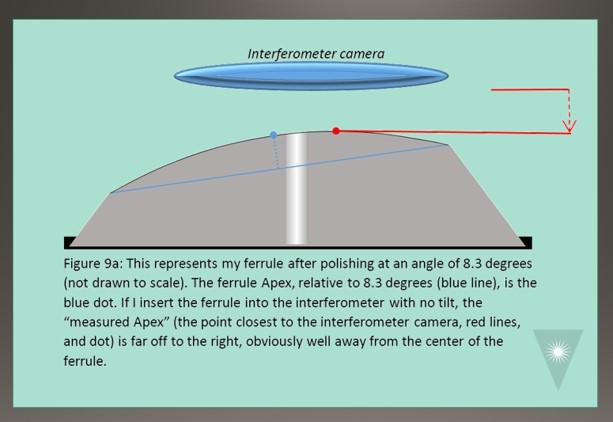
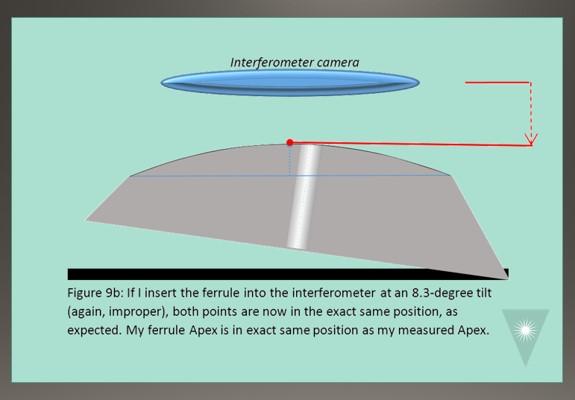
Debido a que siempre sujetamos férulas a exactamente 8.0 grados cuando medimos en un interferómetro, si pulimos las férulas cónicas a 8.3 grados, nuestro Apex medido estará más cerca del centro de la férula. La forma de la férula permanece constante: mi "férula Apex" todavía está lejos del centro. Pero debido a que estamos midiendo desde un ángulo relativo diferente, el "Apex medido" será un punto diferente4 (Figuras 9a, 9b, 9c).
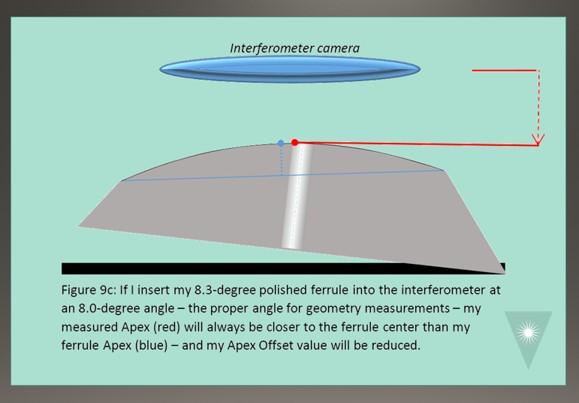
Al usar un ángulo más grande para pulir que el que uso para medir, puedo lograr mejores mediciones de Apex Offset. Pero todavía sostiene que, debido a la forma cónica, cuanto más material elimino (más pulido), peor será mi valor de compensación de Apex medido (la férula Apex continuará moviéndose "hacia la izquierda" o hacia la parte inferior lado de la férula). Esto nos da otra regla útil del proceso de geometría:
- Para cualquier ángulo y radio dados con férulas cónicas, cuanto más pulido, más se desplazará mi Apex Offset en la dirección del lado inferior de la férula en ángulo.
Forma cónica y ángulo
Ahora tenemos que mirar el ángulo medido. Como discutimos anteriormente (ver Figura 5), cada punto a lo largo de una superficie abovedada tiene un ángulo diferente al horizontal: la tangente al Radio en ese punto. En la virola Apex, el ángulo será exactamente el mismo que el ángulo en el que se mantuvo la férula durante el pulido. Pero para nuestras mediciones de interferómetro, solo nos importa el ángulo en la región de la fibra: el centro de la férula. Y el ángulo en el centro de la férula (la región de la fibra, donde medimos los valores de ángulo) SIEMPRE será menor que el ángulo en el que pulimos (Figura 10) cuando el ápice está en el "lado bajo" del ángulo, y SIEMPRE estará sea mayor que el ángulo en el que pulimos (no dibujado) cuando el Apex está en el "lado alto" del ángulo.
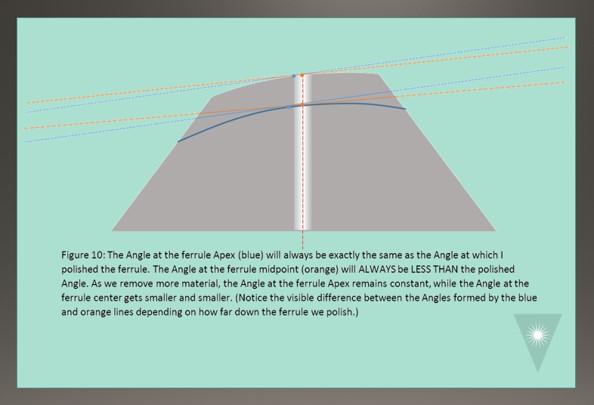
A medida que retiramos más y más material y cortamos más hacia abajo la férula cónica, el ángulo en nuestro ápice permanece constante, mientras que el ángulo en nuestra línea central (el área de la fibra) se hace cada vez más pequeño. Y dado que solo estamos interesados en medir el ángulo en la región de fibra de la férula, podemos concluir otra regla del proceso de geometría:
- Para cualquier ángulo y radio de pulido dado, cuanto más pulido una férula cónica, más pequeño será mi ángulo en la región de la fibra.
- Si mi ángulo medido es demasiado grande, puedo solucionarlo simplemente puliendo más material (más tiempo de pulido).
- Si mi ángulo medido es demasiado pequeño, no puedo solucionarlo puliendo más: necesitaría modificar mi proceso para eliminar menos material (menos tiempo o películas de pulido menos agresivas) y comenzar de nuevo.
Efecto de radio en ángulo
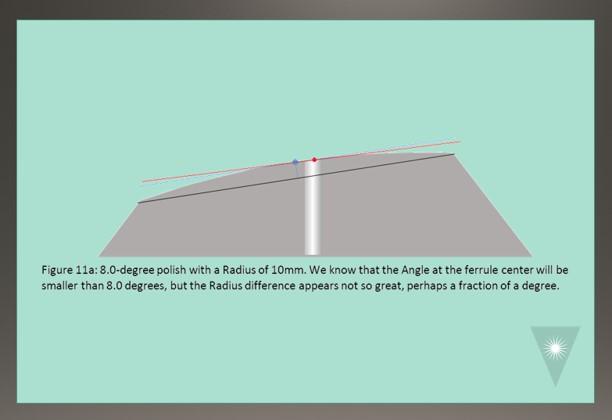
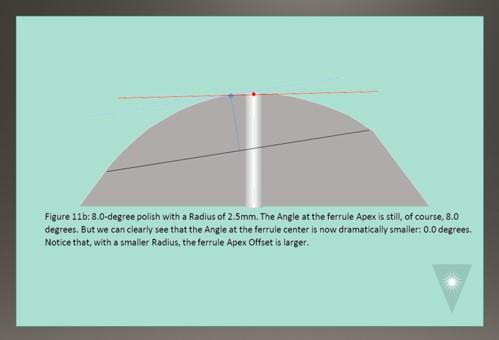
Ahora llegamos al efecto que nuestro valor de radio tiene en nuestro ángulo en la región de la fibra. Ya sabemos que, debido a que la superficie es esférica, el ángulo en la región de la fibra siempre será diferente al ángulo en el vértice Apex (ver Figura 10). Pero la magnitud de esa diferencia en el ángulo depende de qué tan curvado sea el radio. Un radio más grande ("más plano") tendrá una diferencia menor; un Radio más pequeño ("redondeado") tendrá una diferencia mayor (Figuras 11a y 11b).
Esto nos da dos reglas de proceso de geometría más:
- Aumentar mi radio aumentará el ángulo en mi región de fibra. (Esto se aplica a las férulas cónicas y escalonadas).
- Aumentar mi radio disminuirá la compensación de Apex. (Esto se aplica a las férulas cónicas y escalonadas).
Podemos ver que con las férulas cónicas, la profundidad a la que cortamos (qué tan lejos de la férula cortamos y cuánto material eliminamos) debe controlarse muy bien si tenemos la esperanza de controlar nuestro Apex Offset y Angle medidos valores. Como veremos, la virola escalonada no requiere tal enfoque en la profundidad de corte.
Forma escalonada y ápice
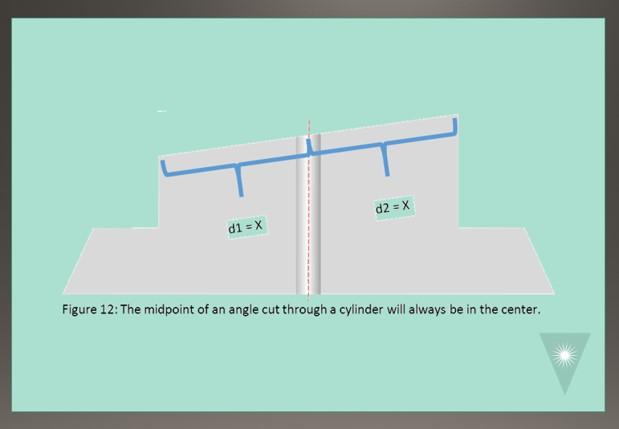
Los efectos de cortar un ángulo redondeado a través de una férula escalonada son mucho más fáciles de explicar y comprender. Debido a su forma cilíndrica, cualquier ángulo cortado a lo largo de la superficie tendrá exactamente la misma distancia desde el centro hasta el borde exterior (Figura 12).
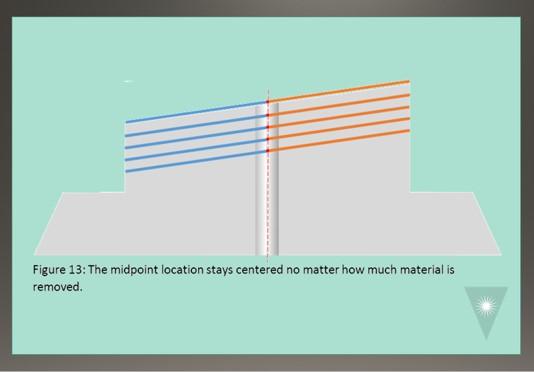
Debido al diámetro constante del cilindro, la línea central del ángulo siempre estará en el centro de la férula, independientemente de la cantidad de material que se elimine en el proceso de pulido (Figura 13).
Cuando se pule con un radio, podemos ver que, al igual que las férrulas cónicas (ver Figura 8), la férula Apex también siempre estará desplazada del centro de la férula.
Sin embargo, debido a la simetría de la forma del cilindro, este desplazamiento será significativamente menor que con las férulas cónicas (Figura 14).
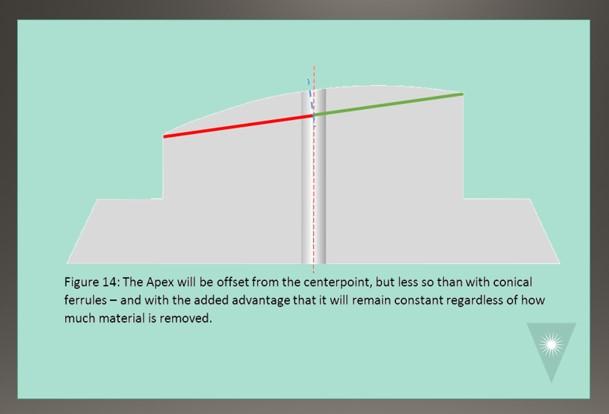
Todavía tenemos una compensación de Apex inherente al pulir una superficie abovedada en una férula escalonada, pero esta compensación es menor y se puede usar un accesorio de pulido estándar de 8 grados.
Paso de forma y ángulo
Sabemos que el ángulo en la región de la fibra siempre será menor que el ángulo en el que estamos puliendo; esto es cierto tanto para las formas cónicas como para las férulas escalonadas. Pero como con Apex, la magnitud de la diferencia es mucho menor cuando se usan férulas escalonadas. Debido a que la férula Apex está más cerca del centro, la diferencia en ángulo será significativamente menor, de hecho, insignificante. Y, al igual que con Apex, el ángulo en el centro de la férula no cambiará independientemente de cuánto o poco pulimos.
Efecto de radio en ángulo
Este efecto es exactamente el mismo que con las férulas cónicas (ver Figuras 11a y 11b), y las mismas reglas dadas en esa sección se aplican a las férulas escalonadas.
Conclusiones
Controlar Apex y Angle en férulas cónicas es mucho más difícil que con férulas escalonadas, principalmente porque necesitamos controlar la "profundidad de corte", la cantidad de material de férula que eliminamos durante el proceso de pulido. Esto significa que debemos asegurarnos de que las películas de pulido que utilizamos tengan una consistencia abrasiva excepcional de lote a lote. Además, dado que la tasa de corte abrasivo de las películas de pulido disminuye cuantas más veces usamos la película, es probable que necesitemos reducir la cantidad de veces que reutilizamos las películas en nuestro proceso (esto aumentará los costos de pulido). Debido a que la férula escalonada no se ve afectada por la profundidad de corte, la variación de la tasa de corte abrasivo tiene mucho menos efecto en nuestros resultados.
Con ambas férulas cónicas y escalonadas, el radio que generamos tiene un efecto similar en el ápice y el ángulo medidos. En general, apuntar a un radio en el extremo inferior de nuestros límites de tolerancia mejorará nuestras posibilidades de obtener mediciones de ángulo y compensación de ápice aceptables.
______________________________
1 Telcordia GR-326; CEI 61755-3-2
2 Esta afirmación es un poco simplificada. Hay otros factores que ciertamente pueden afectar los valores de Apex Offset y Angle en el pulido de PC y APC, tales como imperfecciones en el material o equipo, errores en la medición, errores de proceso cometidos por los operadores, etc. Nuestra discusión se centra en el concepto de generar un ángulo radiado a través de una férula APC y cómo nuestro proceso de pulido, en condiciones ideales, afecta los valores de medición de ángulo y compensación de Apex resultantes. Entonces, por simplicidad, ignoraremos tales factores no relacionados con el proceso.
3 Las imágenes de las férulas cónicas y escalonadas muestran férulas sin pulir; todavía no se genera un ángulo en las puntas. Ambos tipos de férulas están disponibles para comprar como "pre-angulado", donde el fabricante de la férula ya corta el ángulo. Esto reduce significativamente el tiempo de pulido y los costos para el ensamblaje del cable. Sin embargo, ya sea que use férulas pre-anguladas o no, se aplican los mismos factores que afectan a Angle y Apex discutidos en este documento.
4 El término "Apex" generalmente se entiende que significa "el punto más alto a lo largo de una superficie". Pero debemos entender que "punto más alto" es un término RELATIVO. ¿Más alto, en relación con qué? Usemos un ejemplo de un cono de tráfico naranja. Imagina colocar el cono en el suelo y pararte sobre él, de modo que estés mirando directamente hacia abajo. Desde esta posición, se podría decir que el ápice del cono es el punto más cercano a su cara. Pero, ¿qué sucede cuando pateas el cono hacia un lado, esencialmente inclinándolo 90 grados? Ahora el punto más cercano a su cara no es la punta del cono, sino el borde de la base del cono. No cambió la ubicación del punto Apex en el objeto (el cono), solo cambiaste su posición relativa en el espacio desde donde estás medición (tus ojos). Por lo tanto, en nuestra discusión, debemos tener cuidado de distinguir entre el Ápice del FERRULE (el punto más alto en su Radio, en relación con el Ángulo al que fue pulido) y el Ápice MEDIDO (el punto en la superficie de la férula más cercana al interferómetro cámara durante la prueba). Esto es particularmente importante cuando se habla del pulido de la férula cónica, ya que el ángulo en el que pulimos la férula y el ángulo en el que medimos la férula no son el mismo; básicamente, "pateamos el cono" un poco durante la medición.
Los recursos adicionales del equipo de FOC incluyen:
- Ver el contenido de la solución técnica de pulido
- Ver el glosario, Siglas, Especificaciones militares para conectores
- Recurso de preguntas y respuestas: envíe preguntas técnicas por correo electrónico a AskFOC@focenter.com
