
¿Cómo puede ajustar su proceso de pulido APC para modificar las características de la geometría y lograr una precisión constante?
Los problemas de pulido de APC pueden deberse a problemas mecánicos (materiales o equipos) o al proceso de pulido en sí. Al desarrollar un proceso de pulido, el objetivo inicial es lograr la consistencia en los resultados de la geometría (es decir, Radio, Ángulo / Ápice y Error de clave), independientemente de los valores (pasar o fallar cualquier especificación).
Si no ve resultados consistentes, es probable que la variación se deba a problemas mecánicos / de equipo, como accesorios de pulido desgastados, dureza irregular de la almohadilla de goma, etc. dureza de la almohadilla de goma, tamaño de la película abrasiva) para lograr los resultados deseados.
Férulas escalonadas de pulido: corte en ángulo
Si los casquillos escalonados no están prediseñados, debe, por supuesto, crear el ángulo como parte del proceso de pulido. Una buena regla general es apuntar a que el ángulo se corte por toda la superficie antes de comenzar el paso de 1 micra en el proceso de pulido. En resumen, esto a menudo significa aumentar el tiempo de pulido o usar una película de lapeado más agresiva en los primeros pasos de pulido hasta que el ángulo se corte por toda la superficie de la férula.
Para ser claros, el objetivo es que el ángulo se corte completamente a través de la superficie de la férula antes de comenzar el paso 1um en su proceso de pulido APC (que generalmente es el penúltimo paso del proceso, seguido de un paso de pulido final).
Para un proceso típico de 4 pasos (16um SC, 5um D, 1um D, Final), recomendaría lo siguiente:
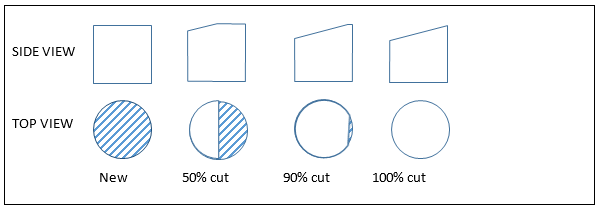
- Puede aumentar el tiempo de pulido del Paso 1 hasta que el ángulo se corte "casi" en toda la superficie de la férula (digamos, 70-90%). No puedo ofrecer una recomendación de tiempo específica; necesitaría determinar el tiempo óptimo ejecutando el Paso 1 (generalmente 16um SC) en incrementos de 10 segundos. Observe cuidadosamente el ángulo hasta que se haya cortado por completo.
- Utilice el segundo paso (normalmente película de 5um D) para continuar cortando el ángulo. El objetivo es utilizar solo el tiempo que sea necesario para completar el corte en ángulo a través de la superficie; no desea eliminar más material del necesario.
- Antes de comenzar el Paso 3, los operadores deben verificar que el ángulo sea 100% cortado a través de la superficie. De lo contrario, deben agregar más tiempo de pulido a los pasos anteriores, reemplazar la película de lapeado con más frecuencia o usar películas más agresivas (tamaños de abrasivo más grandes). Como regla general, si cualquier ciclo del proceso requiere más de 90 segundos de pulido, debe considerar reemplazar las películas existentes con tamaños de película más agresivos.
Lista de verificación de resolución rápida de problemas para problemas comunes de pulido de APC
Ya sea que utilice férrulas escalonadas o férulas cónicas, es posible que tenga problemas para lograr resultados consistentes para las 4 características geométricas básicas: radio, ángulo / ápice y error clave, que son relevantes para el proceso de pulido APC. Los siguientes párrafos ofrecen sugerencias de solución de problemas para superar problemas comunes de pulido.
Comprobaciones de equipos:
- Almohadillas de goma: si las almohadillas tienen más de 6 meses, pueden mostrar un desgaste desigual. Este desgaste afectará negativamente los resultados de Radio y Ápice / Ángulo. El programa de reemplazo depende del uso. Se determina mejor monitoreando las estadísticas de Radio y Apex, y reemplazando las almohadillas de goma cuando los valores se acercan a los límites de control. Para los programas de reemplazo basados en el tiempo, recomendaría cada 6 meses para un uso moderado a intenso y no más de 1 año para un uso bajo a moderado.
- El accesorio: los agujeros en el accesorio se desgastarán con el tiempo (generalmente de 3 a 5 años), lo que puede afectar los parámetros (principalmente ángulo/ápice). Los calibres de pasadores se pueden usar para controlar los diámetros de los orificios, pero dado que el desgaste a menudo no es simétrico, es difícil cuantificar la redondez/ovalidad del orificio. A menudo, la mejor manera de verificar que el desgaste del agujero sigue siendo aceptable es devolver la placa al fabricante para que la mida o probar con un nuevo accesorio "prestado" y ver si los resultados mejoran significativamente.
- Clips de plástico en el dispositivo de pulido: pueden desgastarse o romperse y deben reemplazarse periódicamente. Además, los operadores siempre deben asegurarse de que los conectores encajen correctamente.
Consejos para la resolución de problemas específicos de Radius:
Si sus valores varían demasiado, esto podría indicar que:
- Los casquillos no sobresalen por igual del accesorio de pulido, lo que hace que cada casquillo reciba una cantidad variable de presión durante el pulido. Las posibles causas incluyen:
- Los casquillos están a diferentes alturas en los conectores. Esto es poco probable si está utilizando un conector de buena calidad, pero es posible.
- Las férulas están contaminadas y no pueden sobresalir por completo de los agujeros del accesorio. Esto es común si el diámetro exterior de la férula está contaminado con epoxi.
- El accesorio está dañado o desgastado y las férrulas sobresalen a diferentes alturas. Esto sucede cuando los clips de plástico están rotos o dañados.
- El durómetro de la almohadilla de goma no es constante. Las posibles causas incluyen:
- Las almohadillas de goma son viejas y deben cambiarse. El durómetro de la almohadilla cambia con el tiempo y el uso. Como se indicó anteriormente, las almohadillas deben reemplazarse cada 6 meses (1 año como máximo).
- Las almohadillas de goma no están diseñadas para pulir. Este problema ocurre cuando las almohadillas se compran de una fuente de pulido que no es de fibra y no tienen la consistencia necesaria de durómetro en toda la superficie de pulido.
- Los operadores están utilizando almohadillas de goma de durómetro incorrectas al pulir. Esto sucede a menudo cuando las almohadillas no son fácilmente identificables y / o los operadores no están debidamente capacitados.
Consejos para la resolución de problemas específicos de Key Error:
Si sus valores no están dentro de la desviación estándar, las posibles causas incluyen:
- El adaptador de interferómetro para la carcasa del conector (no para las férulas) no sostiene la carcasa del conector correctamente. Esto puede suceder cuando el adaptador es viejo, porque las piezas metálicas se desgastarán con el tiempo. Asegúrese de que la carcasa del conector esté correctamente insertada en el adaptador.
- No utiliza un adaptador de carcasa de conector en el interferómetro. Esto es imprescindible para los APC. Si falta, todos los valores de Angle, Apex y Key Error serán inválidos.
- La férula gira dentro del conector después del pulido. Debido a que el resorte está algo comprimido durante el pulido, la férula se empuja hacia atrás desde su asiento en el cuerpo del conector. Por lo general, estas piezas del conector son de plástico y no ofrecen tolerancias exactas. A veces sostienen la férula en una posición rotacional ligeramente diferente a la del pulido. Puede intentar presionar la férula varias veces para comprimir un poco el resorte, para que se asiente dentro del conector. Luego vuelva a medir y vea si los valores de Ápice y Ángulo han mejorado.
- La fijación del accesorio está desgastada. Esto puede suceder si la incrustación está hecha de plástico y el dispositivo es viejo. Le recomendamos que reemplace estas piezas, si es posible.
Sugerencias para la solución de problemas específicos del ángulo y la desviación del vértice:
Key Error, Angle y Apex están todos relacionados. Si conoce dos de estas características geométricas, puede calcular matemáticamente la tercera. Por esta razón, las causas de error clave anteriores también pueden relacionarse con los valores de Ángulo y Ápice. Otras causas potenciales de falla en Ángulo y Ápice incluyen:
- La férula APC viene en una de dos formas de punta de férula: "Escalón" o "Cónica". Con las férulas escalonadas, el ángulo es más fácil de controlar, ya que la punta de la férula (donde se corta el ángulo) tiene una forma cilíndrica, lo que significa que independientemente de cuánto pula/cuánto material se elimine, la "huella" de la superficie pulida permanece constante. Con las férulas cónicas, debido a que la punta de la férula tiene una forma cónica, la huella se vuelve más y más grande cuanto más pulimos o eliminamos el material. Esto altera el ángulo y el radio a medida que pulimos más y más, y hace que el control del ángulo/desarrollo del proceso sea más difícil que las férulas escalonadas.
- Los casquillos escalonados deben pulirse con un accesorio de pulido APC de 8.0 grados.
- Siempre que esté SEGURO de cortar TODO EL CAMINO a lo largo de la superficie de una férula escalonada al crear el ángulo, los valores de los ángulos medidos deben permanecer constantes, independientemente de cuánto pule. Los valores de los ángulos medidos solo se pueden ajustar haciendo cambios en el radio (aumentando o disminuyendo la presión de pulido o utilizando una almohadilla de goma de durómetro diferente). El aumento del radio aumentará el valor del ángulo medido y viceversa.
- En términos de control del valor del ángulo, las férrulas Step son más fáciles y preferidas; sin embargo, generalmente son más caras de comprar.
- Las férrulas cónicas deben pulirse con un dispositivo de pulido de 8.2 grados (este ángulo adicional compensa la huella más pequeña en la punta de las férulas cónicas, lo que da como resultado ángulos medidos más pequeños).
- Cuanto más pule una férula cónica, más cambiarán los valores de ángulo y radio medidos. Asegúrese de cortar el ángulo a lo largo de toda la superficie plana.
- Si su proceso de pulido da como resultado valores de ángulo que no son aceptables, y no sabe si debe aumentar o disminuir sus tiempos de pulido, simplemente vuelva a pulir la férula equivalente a un accesorio y observe el cambio de ángulo. Por ejemplo: si observa ángulos pequeños consistentemente, vuelva a pulir y mida: si los valores de los ángulos aumentan, entonces sabe que necesita agregar más tiempo / pasos a su proceso. Si los valores de ángulo disminuyen, ha pulido demasiado y necesita retroceder en el tiempo / pasos.
- Los casquillos escalonados deben pulirse con un accesorio de pulido APC de 8.0 grados.
- Los ID de los orificios del accesorio están desgastados o sobredimensionados. Esto es común en platos que tienen de 3 a 5 años (o más). Puede verificar esto con medidores de pasador o enviar la placa al fabricante para verificar las tolerancias.
- El durómetro de la almohadilla de goma no es constante debido al desgaste. Nuevamente, asegúrese de reemplazar las almohadillas de goma cada 6 meses (1 año como máximo).
¿Tiene algún problema específico con respecto a su proceso de pulido APC?
¡Estamos aquí para ayudar! Envíenos su pregunta y haremos todo lo posible para brindarle una guía completa. Fiber Optic Center se compromete a ayudarlo a fabricar los mejores conjuntos de cables de fibra óptica posibles.
Fiber Optic Center es un recurso para preguntas sobre este y todos los temas técnicos. AskFOC se puede encontrar en: https://focenter.com/blog/category/askfoc y los expertos técnicos del Centro de Fibra Óptica responderán sus preguntas aquí.
