
Publié le 10.6.15 dans les actes de l'IWCS du 64e Symposium international sur le câble et la connectivité (2015) par Wayne Kachmar, président de Technical Horsepower Consulting LLC. avec Fiber Optic Center, Inc.
Abstract
Au fur et à mesure du développement de l'industrie de la fibre optique et du câble, plusieurs termes ont été inventés pour décrire des propriétés spécifiques qui étaient nouvelles et différentes du traitement conventionnel des fils. Le terme «Loose Tight Buffer» a été utilisé pour définir à la fois une propriété spécifique et un problème de produit résultant en différentes définitions et exigences pour un type de câble optique. Le temps est écoulé pour définir un tampon serré lâche et comment le mesurer. Cet article propose des définitions de diverses exigences de tampon serré basées sur les utilisations finales. Des méthodes de terminaison et divers environnements dans lesquels ces câbles et terminaisons sont censés fonctionner sont proposés. L'utilisation des critères de test et des résultats existants montre une grande sensibilité à la fois aux outils et aux techniques et montre également un grand besoin de tests standardisés et d'interprétation des résultats de test. Cet article proposera également un ensemble de caractéristiques basées sur l'utilisation générique de ces assemblages tamponnés tels que le type de connexion, l'environnement et le type d'outil. Une série de méthodes d'essai, de mesures et de caractéristiques reproductibles pour les produits «Loose Tight Buffer» sera proposée. Les sources d'erreur basées sur les échecs hérités de câbles tampons serrés lâches tels que la mèche époxy et le retrait du tampon seront citées.
Mots-clés: tampon lâche; tampon serré; serré; pelable; Résiliation; normes; méthode d'essai; mèche; époxy
Introduction
Au fur et à mesure du développement de l'industrie de la fibre optique et du câble, plusieurs termes ont été inventés pour décrire des propriétés spécifiques qui étaient nouvelles et différentes du traitement conventionnel des fils. Un de ceux qui sont restés autour était le terme «Loose Tight Buffer» Au cours des quinze à 20 dernières années, le terme a été utilisé pour définir à la fois une propriété spécifique ainsi qu'un problème de produit. Cela a abouti à de nombreuses définitions différentes et à un large ensemble d'exigences pour un type de câble optique. En conséquence, cela a signifié de nombreux produits différents pour de nombreux utilisateurs différents. Au fur et à mesure que nous avançons, le temps est écoulé, car il nous faut créer une définition de ce qu'est exactement un tampon serré lâche et comment est-il mesuré. Cet article propose que nous définissions les diverses exigences de tampon serré basées sur des utilisations finales telles que la terminaison avec un connecteur de polissage époxy, une terminaison d'épissure par fusion et des connecteurs d'épissure de champ mécaniques. De même, les divers environnements dans lesquels ces câbles et terminaisons sont censés fonctionner ont également besoin d'une définition plus claire.
Pourquoi Loose Tight Buffer?
À mesure que les méthodes de terminaison et d'interconnexion continuaient d'évoluer, deux méthodes génériques de conception de câbles ont évolué. La conception la plus courante était un tube lâche rempli de gel qui ne contenait initialement qu'un seul guide d'ondes optique par tube mais pouvait contenir de nombreux tubes (pour les câbles multifibres), et une conception de câble simplex très robuste communément appelée tampon serré. (Aussi appelé lié serré.). La conception du tube lâche nécessitait un boîtier de terminaison tel qu'un boîtier d'épissure ou un rack de terminaison. Initialement, ceux-ci ont été épissés par fusion, séparés ou furcés dans des tubes individuels pour la terminaison. Pour les câbles optiques à faible nombre, l'alternative était une isolation ou «tampon» pour rendre la fibre 125 / 250um plus résistante à la manipulation et à la terminaison. Une norme de 900 um est apparue peu de temps après la normalisation du connecteur optique SMA. Cela a permis une liaison époxy solide à un plastique technique et au guide d'ondes optique en verre, ce qui en fait une terminaison robuste qui pourrait être manipulée plusieurs fois avec peu de risques de rupture.
D'autres méthodes de terminaison comprenaient l'épissage par fusion ainsi que les épissures mécaniques. Beaucoup de ces méthodes ont évolué pour incorporer des méthodes d'estimation de la perte d'épissure avant de sceller définitivement l'épissure. L'un d'eux est l'utilisation de l'injection et de la détection locales (LID). En raison de la nécessité d'accéder à la puissance optique à travers le guide d'ondes optique, le retrait du revêtement du tampon sur une certaine distance au-delà de l'épissure était nécessaire. Typiquement, cela s'est produit dans un connecteur à une extrémité et une épissure par fusion à l'autre extrémité. Les câbles tampons serrés devaient maintenant avoir une couche tampon amovible afin d'être compatibles avec de tels systèmes de terminaison. Ces épissures ont également été placées dans des boîtiers où la quantité d'espace pour le stockage lâche était minime et une fibre revêtue de 900 um occupe 13 fois la quantité d'espace par rapport à une fibre revêtue de 250 um. Pour une fibre, ce n'est pas un problème important, mais placez 24 ou 72 ou 144 fibres dans un boîtier d'épissure ou un rack et la différence est significative.
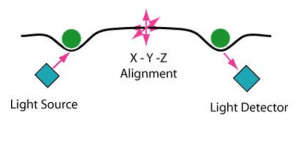
Figure 1. Schéma du système local d'injection et de détection

Figure 2. Épisseuse par fusion équipée d'un LID
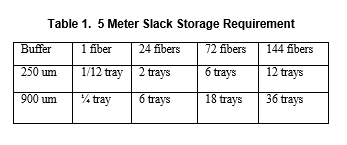
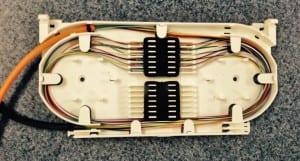
Figure 3. Plateau d'épissure
Une deuxième raison de créer un tampon ajusté lâche est les fibres spéciales qui sont beaucoup plus sensibles aux contraintes mécaniques. Ceux-ci sont apparus dans des utilisations qui exigeaient une protection mécanique et de la flexibilité, rendant inacceptable une conception de tube rigide rigide. Ces fibres peuvent être aussi petites qu'une gaine de 60 um avec un revêtement de 150 um ou aussi grandes qu'une gaine de 1 mm et un revêtement de 1.4 mm. Dans chaque cas, les raisons pour lesquelles il est possible de décaper un revêtement lié à l'application spécifique.
Des éléments tels que l'épissure et le stockage des épissures étaient des besoins courants et, dans de nombreux cas, les installateurs sur le terrain à grande échelle utilisant l'équipement existant pour l'épissage par fusion et la terminaison de connecteur de terrain mécanique devaient avoir un revêtement de taille moyenne standard (revêtement de taille) pour terminer et s'entraîner.
Entrez dans le tampon serré lâche
L'évolution logique vers un tampon serré amovible (lâche) a suivi. En raison des raisons et des longueurs variables de suppression de tampon serré nécessaire, de nombreuses spécifications différentes se sont propagées. Dans certains cas, le tampon n'était rien de plus qu'un très petit tampon lâche utilisant un matériau d'ingénierie dur tel que le nylon qui était facilement enlevé à l'aide d'outils de tube lâche existants. Dans d'autres cas, l'absence de contrôle de la longueur excessive et la robustesse mécanique ont rendu cette conception limitée en utilité. Un domaine de préoccupation était que dans la terminaison de connecteur de guide d'ondes optique, tout espace entre le tampon et le revêtement agirait comme un agent de mèche pour l'époxy pour migrer du connecteur à travers l'espace interstitiel et dans le câble flexible. Cela provoquerait presque toujours une rupture de fibre juste à l'extérieur de l'interface du connecteur de câble. En conséquence, de nombreuses spécifications de câbles ne mentionnaient aucun espace entre le revêtement d'acrylate et le matériau tampon, tout en exigeant également une capacité de dénudage de 2 à 10 cm.
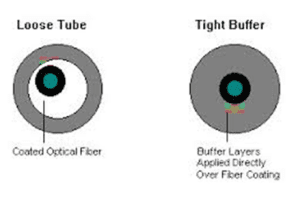
Figure 4. Tube lâche / tampon serré
De nombreux connecteurs installables sur site reposent sur le tampon étanche pour fournir une décharge de traction mécanique sans contrainte de la fibre optique dans la virole. La présence de lubrifiants et / ou un espace peut entraîner une dégradation des performances du connecteur. Avec la prolifération des fabricants de câbles et de connecteurs de terrain, il est presque impossible de développer une matrice de toutes les combinaisons de tests possibles. Par conséquent, une série de définitions standard et de catégories de tampon serré lâche sera nécessaire pour garantir que les connecteurs de terrain sont compatibles avec le type de tampon provenant de plusieurs câbles.
Au fur et à mesure que les terminaisons se sont améliorées et que les performances thermiques ont évolué, de nombreux fabricants de câbles tampons étroits ont eu des difficultés à maintenir les niveaux de contrainte appropriés entre la fibre revêtue et les matériaux tampons. Cette situation a été exacerbée par le passage aux matériaux tampons PVC et Low Smoke Zero Halogen qui étaient généralement plus souples (dureté Shore <75A). Soudainement, avec de nombreuses applications différentes pour les tampons amovibles, la prolifération des méthodes de test et des longueurs de bandelettes a augmenté de façon exponentielle. Cela nous laisse aujourd'hui avec une myriade d'exigences et de méthodes d'essai différentes sans une seule norme pour définir la catégorie.
Ajouter à la confusion
Au fur et à mesure que ces nouvelles spécifications de test se multipliaient, les outils et les méthodes pour dépouiller le tampon se sont multipliés. Étant donné que dans de nombreux cas aucun outil spécifique n'a été spécifié, diverses méthodes de test de la capacité des bandelettes ont proliféré.
Il s'agissait notamment de cisailles, de types à guillotine et de types thermiques utilisant des outils de plusieurs fabricants différents. Une autre variable était le nombre de passes pouvant être utilisées pour éliminer la quantité requise de matériau tampon.

Figure 5. Outil de dénudage de type cisaillement

Figure 6. Outil de dénudage de type guillotine

Figure 7. Décapant thermique
Les fibres et les tampons évoluent
Afin de répondre aux exigences de l'utilisateur final, de nombreuses méthodes de sur-revêtement du revêtement d'acrylate avec des lubrifiants tels que le talc ou d'autres lubrifiants ont été utilisées. Malheureusement, certains des lubrifiants tels que les fluoropolymères étaient extrêmement difficiles à nettoyer avant la terminaison. Cela a entraîné une mauvaise liaison entre le guide d'ondes optique et les ferrules. Les poudres telles que le talc peuvent également contaminer la zone de travail. En conséquence, les applications qui nécessitent des performances environnementales spécifiques telles que des plages de température étendues et une certaine résistance chimique ont également causé d'autres problèmes de performances. Certains des domaines de préoccupation spécifiques étaient la liaison époxy, la compatibilité des matériaux tampons et le retrait du tampon.
Catégories et méthodes
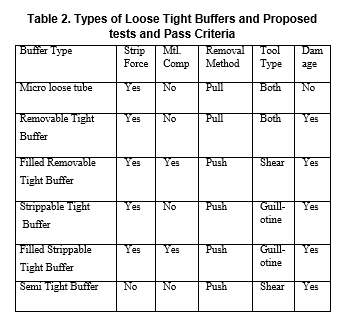
Voici une proposition basée sur l'utilisateur pour déterminer les catégories de matériaux tampons serrés lâches:
- Micro tube lâche - Un polymère technique dur entourant de manière lâche un guide d'ondes optique revêtu où l'espace est égal à la moitié du diamètre du guide d'ondes optique revêtu ou moins et il n'y a pas de matériau interstitiel entre la fibre optique revêtue et le tube tampon.
- Tampon étanche amovible - Un tampon où l'espace n'est pas visible sous un grossissement de puissance de 100, aucun matériau interstitiel défini comme de la poudre libre ou du liquide n'est utilisé et au moins 50 cm de matériau peuvent être enlevés avec une coupe circulaire.
- Tampon étanche amovible rempli - Un tampon où l'espace n'est pas visible sous un grossissement de puissance de 100, un matériau interstitiel défini comme de la poudre libre ou un liquide est utilisé et au moins 50 cm de matériau peut être retiré avec une coupe circulaire. Les matériaux sont tels que, au-dessus des plages de température et d'humidité spécifiées pour le transport et le fonctionnement, le matériau interstitiel n'interagit chimiquement ni avec le revêtement de fibre optique ni avec le matériau tampon pendant la durée de vie du produit. Cela comprend tout gain de poids ou gonflement important.
- Tampon étanche extensible - Un tampon dans lequel l'espace n'est pas visible sous un grossissement de puissance de 100, aucun matériau interstitiel défini comme de la poudre libre ou du liquide n'est utilisé et au moins 10 cm de matériau peuvent être retirés avec une coupe circulaire.
- Tampon étanche remplie pouvant être enlevé - Un tampon où l'espace n'est pas visible sous un grossissement de puissance de 100, un matériau interstitiel défini comme une poudre ou un liquide en vrac est utilisé et au moins 10 cm de matériau peuvent être enlevés avec une coupe circulaire. Les matériaux sont tels que dans les plages de température et d'humidité spécifiées pour le transport et le fonctionnement, le matériau interstitiel n'interagit chimiquement ni avec le revêtement de fibre optique ni avec le matériau tampon pendant la durée de vie du produit. Cela comprend tout gain de poids ou gonflement important.
- Tampon semi-étanche - Un tampon où l'espace n'est pas visible sous un grossissement de puissance de 100, aucun matériau interstitiel défini comme de la poudre libre ou du liquide n'est utilisé et au moins 10 cm de matériau peuvent être enlevés avec jusqu'à 3 coupes circulaires.
Méthodes de test
Actuellement, l'un des nombreux outils est utilisé pour supprimer les tampons. Ils se répartissent en trois grandes catégories: les lames de cisaillement, elles sont similaires aux dénudeurs conventionnels utilisés pour le dénudage des fils fins et sont fabriquées par un certain nombre de fabricants différents. Ils sont caractérisés par une action de cisaillement provoquée par des lames parallèles déplacées qui s'appuient sur le rendement inférieur des matériaux pour séparer les petites zones de tampon non capturées par les lames à angle droit. Le deuxième type d'outils utilise des lames parallèles qui rencontrent un trou pré-percé dimensionné pour la taille du revêtement de fibre optique. Ils coupent généralement presque tout le matériau tampon de manière égale et ne laissent aucune zone plus épaisse de matériau à se casser pendant la traction de retrait. Un problème avec ces outils est que l'usure des lames peut être rapide et importante, ce qui rend leur répétabilité médiocre. Le troisième type d'outils utilise une variante à la fois des styles de cisaillement ou de guillotine et d'un dispositif de chauffage thermique pour ramollir le matériau et le rendre plus souple lors de l'enlèvement. Ces types d'outils qui facilitent le décapage sont de plus en plus courants sur le terrain, mais les différences de conception et de matériaux de revêtement en font un candidat improbable pour des tests standardisés.
Il convient de noter que les trois types sont largement utilisés sur le terrain et en usine. De nombreux grands utilisateurs de câbles à fibres optiques ont normalisé l'un de ces types. Il est important qu'une méthode de test reproductible soit développée que tous les fabricants de câbles et leurs clients puissent utiliser pour vérifier les performances et permettre à plusieurs fournisseurs de câbles de rivaliser avec des paramètres de performances égaux. Vous trouverez ci-dessous un tableau montrant les catégories et les types d'outils proposés pour une méthodologie de test proposée.
Méthodologie de test
Afin de fournir une méthode d'essai répétable et fiable, nous devons fournir un ensemble de méthodes d'essai standard facilement reproductibles. La sélection d'un ou plusieurs outils dans une ou plusieurs catégories doit définir l'état de l'outil (c.-à-d. Tranchant de la lame sous grossissement) ainsi que l'environnement et les conditions de dénudage. Des questions telles que, utilisons-nous l'outil pour pousser le tampon hors de la fibre ou pour utiliser la pression de la main pour faire glisser le matériau tampon en tirant sur le tampon de coupe doivent être définies. (Il est probable qu'en fonction des catégories telles que la longueur retirée et la présence de gel, différentes méthodes par catégorie seront choisies.)
Interprétation des résultats des tests
Dans le passé, le test de bande standard de fibres tampons serrées a utilisé deux critères comme échec de réussite. Celles-ci sont liées à la force de dénudage absolue exercée sur la fibre optique lors de l'acte de dénudage et, d'autre part, à la longueur de matière qui peut être dénudée en une seule action. Comme le montre le tableau ci-dessus, plusieurs propriétés supplémentaires doivent être prises en considération. Ceux-ci incluent le type d'outil, les dommages microscopiques au revêtement causés par l'action de dénudage, le conditionnement thermique de la fibre tamponnée avant le test, la méthode de poussée ou de retrait du tampon et la capacité de nettoyage de l'opération de post-dénudage de la fibre revêtue et nue.
Conclusions
Sur la base de l'utilisation existante et élargie de tampons étanches dénudables pour un certain nombre d'applications, des normes de tampons serrés spécifiques doivent être développées pour permettre aux fabricants de câbles de développer et de tester cette famille de câbles selon un ensemble commun de normes. La définition de ces propriétés supplémentaires permettra un développement uniforme de produits de terminaison qui tirent parti de ces propriétés définies. Fondamentalement, nous devons classer une nouvelle catégorie de câbles et permettre à la fois aux fabricants de câbles et aux fabricants de terminaisons d'utiliser les avantages de conception d'un ensemble commun de propriétés.
Bibliographie
[1] Procédures de test de fibre optique TIA 455A
[2] Telcordia GR-409-core Numéro 2
[3] Telcordia GR-409-core Numéro 4
[4] UIT 657.A 2009-11
[5] Verizon TPR 9430
[6] Gye-Tae Moon et Sun-Ae Shin, Développement de super-innovants réutilisables (Simple Access-SC) pour une installation rapide, procédures IWCS 2012
[7] Lawrence B. Ingram, Avantages des normes pour les produits de fils et de câbles, IWCS Proceedings 2012
[8] Figure 1: schéma du système local d'injection et de détection: http://www.thefoa.org/tech/ref/termination/lid.jpg
[9] Figure 2. Épisseuse par fusion équipée d'un LID: http://www.aurora-optics.com/images/altimax_3.jpg
[10] Figure 3. Plateau d'épissure : http://www.fibercommsolutions.com/fiber_optic_splice_trays
[11] Figure 4. Tube lâche / tampon serré: https://encrypted-tbn2.gstatic.com/imagesq=tbn:ANd9GcRLSzWO4Zpiq5JQmMyFWydSKw2C_NtwMKDihFuqCKYCA4XrDDgqqA
[12] Figure 5. Outil de dénudage de type cisaillement:
http://www.techni-tool.com/680IE0677?gclid=CNH-q_6HoscCFdYSHwodJ6cJLw&ef_id=VPKENAAAAea00QWQ:20150811221944:s
[13] Figure 6. Outil de dénudage de type guillotine:
[14] Figure 7 : Décapant thermique : http://www.signamax.com/optical-fiber-systems/475
