
Lors du polissage d'un connecteur de fibre optique, par polissage machine, il existe des procédures et des paramètres de réglage conçus pour tirer parti des meilleures pratiques de la machine ainsi que des développements et de l'expérience antérieurs.
De plus, il existe des conseils à appliquer pendant la production quotidienne pour améliorer le rendement, l'efficacité et les résultats du premier passage afin d'éviter les coûts de mise au rebut.
Le processus de polissage standard comprend trois étapes:
- Enlèvement d'époxy
- Géométrie
- Étape finale: finition de la surface optique
Ci-dessous, nous partageons des conseils pour chaque étape du processus:
Élimination d'époxy
- Air polonais
Lorsque les connecteurs sont chargés sur le gabarit après le clivage, il y a de grosses fibres à arêtes vives et une saillie de fibre incohérente en raison de différents clivages de fibre. Cela peut entraîner des ruptures de fibres si le polissage, à la machine, est lancé immédiatement.
- Conseil: commencez à polir les connecteurs chargés sur le gabarit avec SC Film monté sur le patin en caoutchouc puis à la main/à l'air délicatement, avec peu de pression de la main en faisant peu de rotations (environ 10). Ensuite, la saillie de fibre a une distribution de longueur plus cohérente sur toutes les férules, ce qui entraîne moins de rupture de fibre (fibre dans le trou de la férule). Après cette opération initiale, on peut commencer le polissage à la machine en utilisant le même film utilisé pour l'aéropolissage.
- LC Conique
La surface disponible du connecteur de 1.25 mm est petite et parfois en raison de cette surface limitée, l'époxy va également à la base de la zone de chanfrein que vous ne pouvez pas enlever à l'aide du polisseur.
- Conseil: Après l'étape d'élimination de l'époxy sur le polisseur, si de l'époxy est encore présent sur la zone du chanfrein, utilisez un peu de scalpel pour éliminer les résidus. Cela permettra de passer à l'étape suivante (Géométrie) en évitant toute contamination sur les films D.
Pour les autres types de viroles (2.0 ou 2.5 mm), il est recommandé de vérifier, après élimination de l'époxy, si toute l'époxy a été polie (contrôle de la face avant des viroles).
- Mécanisme de verrouillage de gabarit avec virole individuelle
Un gabarit où les ferrules se déplacent indépendamment les uns des autres est appelé dispositif de contrôle de pression individuel (IPC) et est reconnu par l'utilisation d'adaptateurs à ressort pour verrouiller et maintenir la ferrule en place.
- Conseil: après avoir vérifié s'il ne reste aucun résidu d'époxy, il est recommandé de vérifier si tous les connecteurs sont bien positionnés (même hauteur) et si le ressort de chaque adaptateur fonctionne correctement avec la virole en mouvement librement - non coincée en raison du polissage résidu. Cela garantit que chaque virole sera sous la pression de polissage définie dans les étapes de polissage offrant des résultats de géométrie plus cohérents.
Géométrie
- Bulle d'air sous film de rodage
Un phénomène courant après le positionnement sur le tampon en caoutchouc est la présence de bulles d'air sous le film de rodage. Lorsque cela se produit, il doit être retiré car pendant le processus de polissage de la géométrie, le coussin d'air peut modifier la géométrie de la virole (rayon et/ou sommet).
- Conseil: pour éviter cet effet, utilisez un rouleau pour presser le film de rodage sur le patin en caoutchouc. Il est important d'avoir un rouleau différent pour chaque type de film pour éviter la contamination, en particulier du film D au film final. Si on utilise le même rouleau, c'est essential pour le nettoyer avant de passer à la plus petite grille de film.
- Conseil: lors de l'utilisation d'un seul rouleau, pour éviter la contamination, prenez deux films l'un au-dessus de l'autre (un dessus à l'envers) puis utilisez le rouleau. Le film de rodage qui sera utilisé pour le polissage du connecteur ne sera affecté par aucune contamination croisée.
- D Film plus longue durée de vie
Le film diamant est le film le plus cher que nous utilisons pour le processus de polissage et une considération lors de la sélection d'un fournisseur est le nombre de fois que vous pouvez l'utiliser. Il existe des films D utilisés 10, 15, 25 fois, voire plus selon le processus et les spécifications spécifiques du client.
- Conseil : après un certain nombre d'utilisations, généralement 10 fois, si vous nettoyez la surface avec de l'alcool, vous pouvez prolonger la durée de vie de ce film (l'utilisation d'alcool élimine les débris du polissage précédent).
- VOIR: Matrice de produits Diamond Films
- Tampon en caoutchouc
Dans un processus de polissage, nous utilisons des tampons en caoutchouc généralement d'un duromètre de 60 à 80/85. Garder une géométrie cohérente peut être un défi. En principe, un tampon en caoutchouc trop mou peut aider à réduire le rayon mais affecter négativement l'apex.
Il est préférable d'utiliser un tampon plus dur avec une pression plus élevée pour obtenir des résultats positifs au rayon et à l'apex.
- Conseil: essayez toujours de développer un processus en utilisant des tampons avec le même duromètre tout au long du processus. La modification de la dureté du tampon affectera le rayon et / ou l'apex et peut rendre difficile l'intégration des deux paramètres dans les spécifications. En règle générale, le réglage de la pression et de la synchronisation, en utilisant le même tampon, peut atteindre les résultats souhaités. Si vous devez changer pour un tampon plus doux, diminuez le duromètre maximum d'environ 10 duromètres.
- Choix du gabarit APC en fonction du style de connecteur
Sur le marché, il existe deux types de viroles différentes : étagées et coniques. Dès que vous sélectionnez le style de connecteur, vous devez considérer le gabarit associé.
- Conseil:
- Ferrule étagée - nécessite un gabarit avec un angle APC de 8 °
- Virole conique - nécessite un gabarit avec un angle APC de 8.3 °
DERNIÈRE ÉTAPE
- PROPRE, PROPRE, PROPRE
Les rayures sont le cauchemar d'un assembleur de fibres optiques car si elles se produisent, elles mettent en péril toutes les activités précédentes et sont coûteuses en raison de la perte de temps et de matériel supplémentaire.
- Conseil: chaque étape nécessite une bonne propreté pour éviter toute contamination, en particulier lorsque vous passez du film D au film final. Bien souvent, cette activité est sous-estimée, mais si vous en faites une priorité, vous pouvez éviter des problèmes coûteux.
- Conseil: Utilisez de l'eau pulvérisée pour éliminer tous les débris sur la virole et principalement à la surface inférieure du gabarit. Suivez ceci en essuyant l'opération à l'aide de lingettes de nettoyage ou de papier similaire en passant du centre du gabarit vers l'extérieur.
- Choix final du film
En plus de la belle surface lisse, le film final est extrêmement important pour définir la bonne protubérance de fibre. En fonction des spécifications demandées, vous pouvez choisir différents types de films qui fournissent divers résultats.
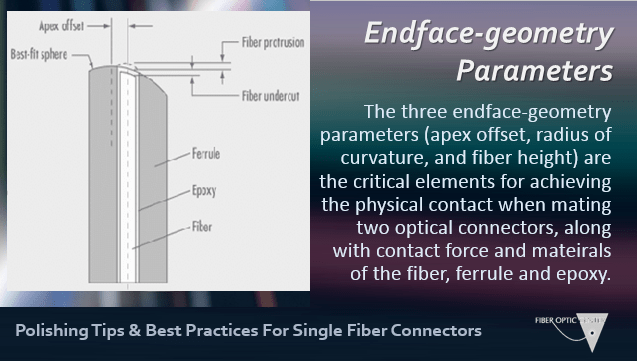
- Conseil: Il est important de connaître les différentes spécifications et quelles sont vos exigences: protrusion de fibre, dégagement, planéité par rapport à la virole. Fondamentalement, les fibres peuvent faire saillie ou rester en dessous de la surface de la virole selon le paramètre décrit pour garantir le meilleur contact physique de la fibre terminé dans un connecteur.
- Conseil: si vous n'avez pas accès à différents films finaux, le réglage du temps et de la pression peut également obtenir des résultats spécifiés avec certaines limitations.
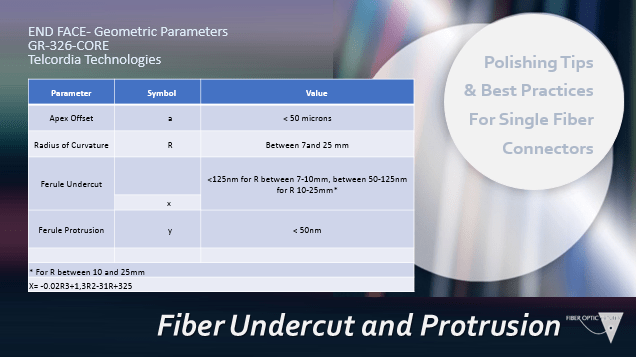
La fibre optique nécessite un contact physique entre les deux pièces d'accouplement car si vous avez un entrefer, cela provoquera une réflexion arrière élevée. Le contact physique se produira lorsque vous avez une saillie de fibre, mais compte tenu de la force de compression exercée par les connecteurs, vous pourriez avoir une déformation physique de la fibre et de la virole. Lorsque cela se produit, il y a contact physique avec plat et dégagement si la valeur associée est conforme aux paramètres spécifiés.
On pourrait se demander, pourquoi ne pas utiliser uniquement des fibres saillantes et la réponse est que l'inquiétude concerne les ruptures de fibres lorsque les deux fibres sont poussées contre les autres? Ils spécifient une fibre dégagée ou plate par rapport à l'extrémité face à la virole pour mieux protéger la fibre tout en ayant toujours un contact physique. Il est clair que les paramètres doivent être conformes aux spécifications (comme indiqué sur le graphique), sinon vous rencontrerez un entrefer.
CONCLUSION
Des centaines d'installations d'assemblage de câbles à fibres optiques à travers le monde utilisent le film de polissage ÅngströmLap du Fiber Optic Center, y compris de nombreuses sociétés Fortune 500. Le FOC compte parmi son personnel des experts techniques du processus de polissage ainsi que des experts en film de rodage.
Veuillez noter quelques-unes de nos ressources, que vous implémentiez un nouveau processus de polissage, que vous affiniez votre processus pour vous assurer qu'il produise des résultats reproductibles ou que vous cherchiez de l'aide pour résoudre un problème de polissage:
Pour plus d'informations sur:
- QUALITÉ DU FILM: le film de polissage ÅngströmLap de FOC offrant une consistance d'un lot à l'autre
- SERVICE ET ASSISTANCE: Expertise pour soutenir le film ÅngströmLap et votre processus de polissage
- SOLUTIONS D'INGÉNIERIE: besoins de l'industrie du film de polissage
- COÛT: Prix compétitif avec service et support technique
LIRE: Pourquoi utiliser le film de rodage ÅngströmLap par rapport à d'autres fabricants?
Liens rapides pour les films de rodage de polissage final:
- ÅngströmLap Ultimas-P - Ce film final en saillie génère une hauteur de fibre positive
- ÅngströmLap Ultimas-U - Ce film de recouvrement final génère une hauteur de fibre négative
Cliquez pour en savoir plus:
- Utilisation de la planarisation chimico-mécanique (CMP) pour polir les ferrules MT et obtenir des résultats répétables et prévisibles
- Spécifications de la géométrie de la virole MT: Coplanarité côté négatif dans CEI 61755-3-31: 2015
- Quelle est la hauteur de fibre idéale pour un connecteur de fibre optique?
- Voulez-vous des processus de polissage cohérents? Eh bien, commençons par le film de polissage
- Communiqué de presse: Fiber Optic Center annonce le film de polissage final ÅngströmLap Ultimas-Pro
Les ressources supplémentaires de l'équipe FOC comprennent:
- Afficher le contenu de la solution technique de polissage
- Consulter le glossaire, Acronymes, Spécifications militaires pour les connecteurs
- Ressource Q&R: envoyez vos questions techniques DemandezFOC@focenter.com
