
Des erreurs dans les processus d'époxy (mélange, distribution / application, calendriers de durcissement, etc.) peuvent entraîner des échecs de liaison prématurés qui ont un impact négatif sur la fiabilité de tout assemblage de câbles. En réponse aux besoins de notre industrie pour les informations et les solutions les plus opportunes autour de ces processus critiques, FOC a développé une bibliothèque d'époxy et d'adhésifs qui comprend Articles de blog, Conseils et FAQ et Vidéos. Dans l'article ci-dessous, nous passons en revue les objectifs de la distribution d'époxy.
Approches de distribution d'adhésifs (pour l'assemblage de câbles à fibres optiques) et un nouveau système automatisé
L'objectif principal d'un système de distribution est d'injecter une quantité constante et contrôlable d'adhésif dans la virole et le connecteur. Les objectifs secondaires - tels qu'une main-d'œuvre ou un temps "takt" inférieur, un coût d'utilisation inférieur, etc. sont très importants, bien sûr - mais ils ne sont pas pertinents si la quantité distribuée ne peut pas être contrôlée de manière adéquate. Le fait que la plupart des époxydes à 2 composants utilisés dans les terminaisons de fibre optique aient une durée de vie de l'ordre de quelques heures et que la viscosité de l'époxy augmente progressivement pendant cette période, crée des difficultés pour contrôler le processus d'injection d'époxyde, quelle que soit la méthode de distribution.
Un processus de distribution d'époxy "approprié" doit prendre en compte les éléments suivants :
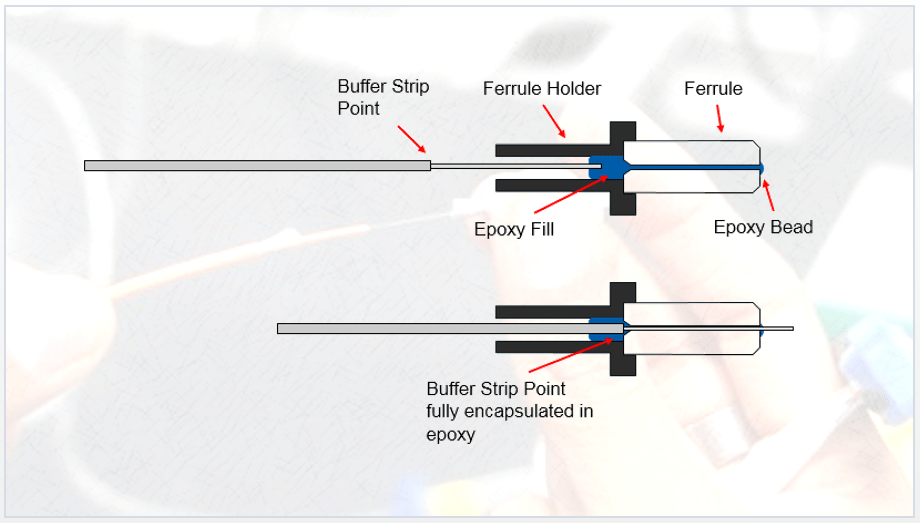
- Tout l'alésage du trou de la virole doit être complètement rempli d'époxy.
- Dans la plupart des processus de distribution, ceci est réalisé en injectant de l'époxy à travers l'arrière de la virole, jusqu'à ce qu'un petit cordon d'époxy sorte sur la face d'extrémité de la virole (le "perle d'époxy"). Moins courante est l'utilisation d'un système de vide pour "tirer" l'époxy à l'arrière de la virole à travers l'alésage de la virole, jusqu'à ce qu'il sorte sur la face d'extrémité de la virole. Les deux atteignent le même objectif.
- L'arrière de la virole (où il est pressé dans le porte-virole) doit avoir un remplissage époxy suffisant pour garantir que la pointe de la bande de fibre peut être entièrement encapsulée avec de l'époxy.
- Trop peu d'époxy, ou de grands vides dans l'époxy, peuvent faire en sorte que la fibre ne soit pas complètement encapsulée, augmentant considérablement le risque de rupture de fibre.
- Une trop grande quantité d'époxy peut déborder sur le porte-virole après l'insertion de la fibre, ce qui peut bloquer le ressort du connecteur.
Le processus «d'injection d'époxy» dans une ligne d'assemblage de câbles nécessite des contrôles de processus robustes, car il est presque impossible de vérifier l'efficacité de l'injection (remplissage correct de la virole) avec des tests ultérieurs - s'il n'y a pas assez d'époxy injecté dans la virole , la seule façon de le savoir est par le biais de tests destructifs (c.-à-d. coupe transversale) ou d'une défaillance du produit.
Bien entendu, l'injection d'époxy manuelle peut être relativement laborieuse et constitue une «compétence» qui nécessite une formation et un suivi adéquats. En conséquence, les usines peuvent bénéficier d'investir dans des systèmes de distribution plus coûteux qui minimisent le travail tout en améliorant le contrôle du remplissage d'époxy, ce qui se traduit par une réduction des rebuts et un produit plus fiable.
Trois méthodes de distribution d'adhésif
Encore une fois, l'objectif principal étant un contrôle minutieux de la quantité distribuée, l'une des trois approches les plus couramment utilisées:
- Manuel: Cette approche repose sur la compétence d'un opérateur bien formé pour appuyer sur le piston de la seringue, inspecter le bourrelet d'extrémité et déterminer si la virole est correctement remplie. La distribution manuelle peut être pratique pour les opérations d'assemblage à petite échelle. Cela nécessite peu de dépenses en capital et des opérateurs bien formés peuvent obtenir de bons résultats.
- Pneumatique: Dans cette approche, un opérateur prépare la seringue puis la connecte à une machine qui utilise une pression d'air contrôlée pour appuyer sur le piston et distribuer une quantité contrôlée d'adhésif. Les commandes électroniques numériques régulent la pression d'air pour compenser la quantité réduite d'adhésif dans le baril après les « injections » précédentes et les changements de viscosité d'un époxy au cours de sa durée de vie. Certaines versions robotisées intègrent également un système de vide pour aspirer l'air du trou de la face d'extrémité de la virole - pour aider à aspirer l'adhésif à travers la virole et former le cordon. Avec la distribution pneumatique, le processus dépend moins de la formation de l'opérateur, mais il y a un capital supplémentaire dépense pour l'équipement. L'avantage est un meilleur contrôle de la quantité d'adhésif distribué à chaque injection par rapport à l'injection manuelle. Les modifications de la viscosité de l'époxy tout au long de sa durée de vie affecteront la taille de la grenaille, et les meilleurs systèmes de distribution pneumatiques peuvent être programmés pour résoudre ce problème. Les systèmes pneumatiques peuvent convenir aux besoins d'injection à petite et grande échelle, et ils sont excellents pour les opérations avec un large éventail de produits.
- Déplacement volumétrique: Cette méthode utilise une tige filetée pour pousser le piston de la seringue. Le système électronique qui fait tourner la tige peut suivre la quantité distribuée à chaque injection et alerter l'opérateur lorsqu'il est temps de charger une nouvelle seringue. L'approche de déplacement permet d'atteindre, au moins en théorie, la quantité d'époxyde distribuée la plus précise et la plus répétable, et elle nécessite le moins de formation de l'opérateur. Cette méthode est bien adaptée à toute opération, mais elle est nettement plus coûteuse que les autres méthodes, et est donc généralement considérée par des opérations de plus grand volume, avec un retour sur investissement plus rapide.
Systèmes de distribution automatisés
Des distributeurs pneumatiques ou à déplacement peuvent être utilisés avec des systèmes de positionnement robotisés pour mettre en œuvre un système de distribution automatisé. Un tel schéma nécessite qu'un opérateur charge les seringues et monte les distributeurs ou «pistolets» dans le positionneur robotique, mais il peut permettre une réduction substantielle du temps de l'opérateur et des besoins en personnel lors d'une opération à grande échelle. Une fois le système chargé, un opérateur peut passer au chargement d'autres stations ou d'autres tâches. Le robot positionne ensuite l'aiguille dans la virole, distribue la bonne quantité d'adhésif, se déplace sur la virole suivante (généralement dans le plateau ou le rack) et enregistre les données sur les viroles à chaque passage.
Les systèmes robotiques économisent du travail, mais la méthode de distribution actuelle est toujours soit pneumatique, soit par déplacement. Certains robots intègrent des systèmes de vision pour assurer l'alignement lors de l'insertion de l'aiguille dans le trou arrière de la virole. D'autres utilisent des systèmes de positionnement précis. Ces systèmes contribuent aux coûts, de sorte qu'une entreprise d'assemblage a besoin de commandes de grande quantité avec des types de connecteurs spécifiques pour tirer pleinement parti de la distribution robotisée.
Les détails du système de distribution volumétrique peuvent être consultés dans le blog marketing FOC, Technologie de déplacement «airfree» de distribution d'époxyy, sur la SmartAutomation de Fishman CorporationTM Système d'assemblage de fibre optique de paillasse ici.
Conclusion
Les fabricants d'assemblages sélectionnent la méthode de distribution et le niveau d'automatisation pour répondre à leurs besoins, en fonction de leurs quantités de commande, des types de connecteurs et du flux de travail. Dans tous les cas, les entreprises d'assemblage peuvent travailler avec Fiber Optic Center pour mettre en œuvre le système optimal pour leurs circonstances spécifiques.
