
When polishing a fiber optic connector, by polishing machine, there are procedures and setting parameters designed to leverage the machines best practices as well as previous developments and experience.
Additionally, there are tips to consider applying during daily production to improve first-pass yield, efficiency and results to avoid scrapping costs.
The standard polishing process includes three steps:
- Epoxy Removal
- Geometry
- Final Step: finishing the optical surface
Below we share tips for each step of the process:
Epoxy removal
- Air Polish
When connectors are loaded on the jig after cleaving, there are large, sharp-edge fibers and inconsistent fiber protrusion due to different fiber cleaves. This can result in fiber breaks if polishing, by machine, is started immediately.
- Tip: start polishing the connectors loaded on the jig with SC Film mounted on the rubber pad and then by hand/air delicately, with little hand pressure making few rotations (around 10). Next, the fiber protrusion has a more consistent length distribution over all ferrules resulting in less fiber breakage (fiber into ferrule borehole). After this initial operation, one can start polishing with the machine using the same film used for air polishing.
- LC Conical
The available surface of the 1.25 mm connector is small and sometimes due to this limited surface, epoxy is also going to the base of the chamfer area that you cannot remove using the polisher.
- Tip: After the epoxy removal step on the polisher, if some epoxy is still present on the chamfer area, use a little scalpel to remove residues. This will allow to move to the next step (Geometry) avoiding any contamination on D films.
For other types of ferrule (2.0 or 2.5 mm) it is a good practice to check, after epoxy removal, if all the epoxy has been polished away (checking the front face of the ferrules).
- Jig Locking Mechanism with Individual Ferrule
A jig where the ferrules are independently moving from the each other is called Individual Pressure Control (IPC) fixture and is recognized by the use of spring loaded adapters to lock and to keep the ferrule in place.
- Tip: after checking if there are not any epoxy residues left, it is a good practice to verify if all the connectors are well positioned (same height) and if the spring of each adapter is working properly with the ferrule moving freely - not stuck due to polishing residue. This guarantees each ferrule will be under the defined polisher pressure in the polishing steps offering more consistent geometry results.
Geometry
- Air Bubble Under Lapping Film
A common occurrence after positioning on the rubber pad is air bubbles under the lapping film. When this occurs, it must be removed because during the geometry polishing process as the air cushion can modify the ferrule geometry (radius and/or apex).
- Tip: to avoid this effect, use a roller to press down the lapping film on the rubber pad. It is important to have a different roller for each type of film to avoid contamination, especially from D film to final film. If one uses the same roller, it is essential to clean it before moving to the smaller film grid.
- Tip: when using just one roller, to avoid contamination, take two films one on top of the other (one on top upside down) and then use roller. The lapping film that will be used for polishing the connector will not be affected by any cross-contamination.
- D Film Longer Life
Diamond film is the most expensive film we use on the polishing process and one consideration when selecting a supplier is the number of times you can use it. There are D films used for 10, 15, 25 times, or even longer depending on the process and specific customer specifications.
- Tip: after a certain number of usage, typically 10 times, if you clean the surface with alcohol you are able to extend the life of this film (using alcohol removes debris from previous polishing).
- VIEW: Diamond Films Product Matrix
- Rubber Pad
In a polishing process, we use rubber pads typically 60 to 80/85 durometer. Keeping consistent geometry can be a challenge. In principle, a rubber pad that is too soft can help to reduce radius but affect negatively the apex.
Using a harder pad with higher pressure should be better to get positive radius and apex results.
- Tip: always try to develop a process using pads with same durometer throughout the entire process. Changing the hardness of the pad will effect radius and/or apex and can make it difficult to bring both parameters within the specification. Usually adjusting pressure and timing, using the same pad, can achieve desired results. If you do need to change to a softer pad, decrease the durometer maximum by approximately 10 durometer.
- APC Jig Choice According to Connector Style
In the market there are two different types of ferrules: Stepped and Conical. As soon as you select the connector style, you need to consider the related jig.
- Tip:
- Stepped Ferrule - require a jig with an APC angle of 8°
- Conical Ferrule - require a jig with an APC angle of 8.3°
FINAL STEP
- CLEAN, CLEAN, CLEAN
Scratches are a fiber optic assembler’s nightmare because if it occurs, they jeopardize all of the previous activities and are costly due to the waste of time and additional material.
- Tip: each step requires good cleanliness to avoid contamination especially when you move from D film to Final film. Quite often this activity is underestimated but if you make this a priority, you can avoid costly issues.
- Tip: use spray water to remove all the debris on the ferrule and mainly at the jig’s bottom surface. Follow this by wiping the operation using Cleaning Wipes or similar paper moving from the center of the jig to the outside.
- Final Film Choice
In addition to the nice smooth surface, final film is extremely important to define the right fiber protrusion. Based on the requested specification, you can choose different types of film that provide various results.
- Tip: important to know the different specifications and what your requirement is: Fiber protrusion, Undercut, Flatness with respect to the Ferrule. Basically, fibers can protrude or stay below the ferrule surface according to the described parameter to guarantee the best fiber physical contact terminated in a connector.
- Tip: if you don’t have access to different final films, adjusting time and pressure, can also achieve specified results with some limitations.
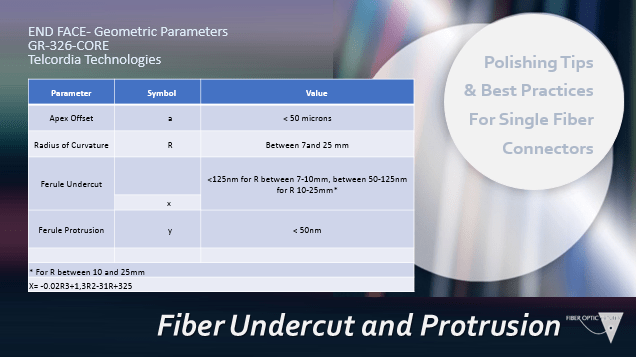
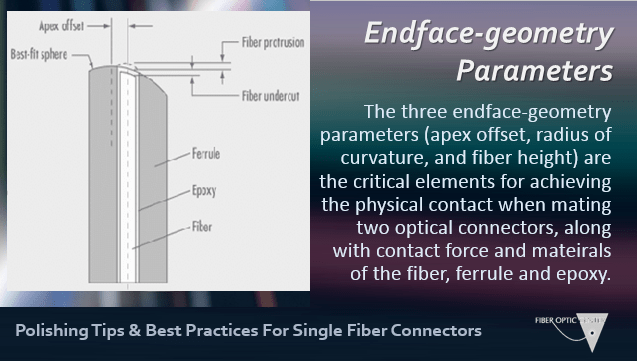
Fiber optics requires physical contact between the two mating parts because if you have an air gap between, it will cause high back reflection. The physical contact will happen when you have fiber protrusion but considering the compression force made by the connectors, you could have some physical deformation of the fiber and ferrule. When that happens, there is physical contact with flat and undercut if the related value are according to the specified parameters.
One might ask, why not only use protruding fiber and the answer is that concern is about fiber breaks when the two fibers are pushed against the others? They specify undercut or flat fiber vs. end face the ferrule to better protect the fiber but still having physical contact. It is clear the parameters have to be according to the specifications (as seen on the graphic) otherwise you will experience air gap.
CONCLUSION
Hundreds of fiber optic cable assembly facilities around the world use Fiber Optic Center’s ÅngströmLap polishing film, including multiple Fortune 500 companies. FOC has polishing process technical experts on staff as well as lapping film experts.
Please note a few of our resources whether you are implementing a new polishing process, fine-tuning your process to ensure it produces repeatable results, or looking for help to resolve a polishing issue:
For more information on:
- FILM QUALITY: FOC’s ÅngströmLap polishing film offering lot-to-lot consistency
- SERVICE AND SUPPORT: Expertise to support the ÅngströmLap film and your polishing process
- ENGINEERING SOLUTIONS: Polishing film industry needs
- COST: Competitive pricing with technical service and support
READ: Why use ÅngströmLap lapping film over other manufacturers?
Quick Links for final polishing lapping films:
- ÅngströmLap Ultimas-P – This protrusion final film generates positive fiber height
- ÅngströmLap Ultimas-U – This final lapping film generates negative fiber height
Click to learn more:
- Using Chemical Mechanical Planarization (CMP) to polish MT ferrules and get repeatable, predictable results
- MT Ferrule Geometry Specifications: Minus-Side Coplanarity in IEC 61755-3-31:2015
- What is the Ideal Fiber Height for a Fiber Optic Connector?
- Do you want consistent polishing processes? Well let’s start with the polishing film
- Press Release: Fiber Optic Center announces ÅngströmLap Ultimas-Pro Final Polishing Lapping Film
Additional resources from the FOC team include:
- View Polishing Technical Solution Content
- View the Glossary, Acronyms, Military Specifications for Connectors
- Q&A Resource: email technical questions to AskFOC@focenter.com
