
I’ve been watching the development of Chemical Mechanical Planarization (CMP) since the 1980s, when this polishing process was first used in the semiconductor industry. Of course, my interest in CMP became more personal when this process was introduced to the fiber optic industry in the early 1990s. Since then, CMP has become integral to manufacturing fiber optic cable assemblies with MT ferrules. In fact, we continue to see developments to the CMP process.
Are you using (or considering using) MT thermoset or thermoplastic ferrules in your cable assemblies? If so, here’s a recent development that can improve your polishing process. Fiber Optic Center’s Ångström polishing films now offer a silicon dioxide coated flock pile pad. This new polishing pad is specifically designed to enhance the surface quality of the glass fibers and provide a higher quality polish while maintaining the generated fiber protrusion.
When discussing Chemical Mechanical Planarization (also called Chemical Mechanical Polishing or CMP) with process engineers at cable assembly houses, I find there are a lot of questions about flock pile pads. This article covers the basics and, hopefully, will answer many of your questions. Keep in mind that your specific CMP process will be dictated by the material of the MT ferrule (thermoset or thermoplastic), the MT connector manufacturer, and your desired geometry and surface quality requirements.
“What is Chemical Mechanical Planarization and how is it used in the fiber optic cable assembly process?”
CMP flock pile pads provide two functions in the polishing process for MT ferrules:
- The primary purpose is to etch away the thermoset or thermoplastic on the MT ferrule and leave the fibers at a specific, controllable protrusion.
- The secondary purpose is to polish the fibers.
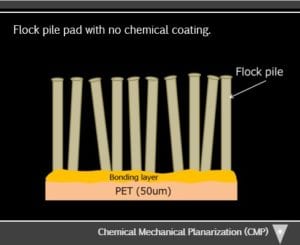
Most polishing films have a single purpose: they polish. For MT ferrules, the CMP process uses a flock pile pad to provide a hybrid of chemical etching and abrasive polishing.
This dual-purpose film achieves both etching and polishing by combining two forces: chemical and mechanical.
The mechanical forces are motion, pressure, and velocity of the substrate (in this case, the connector) across the CMP flock pile pad.
The flock pile pad is a nylon material secured to a base-film material such as poly-ethylene terephthalate. The individual piles (nylon fibers) range from .3 to .5 mm in length.
This allows the chemical to fully achieve a good coverage surface of the MT ferrule while enabling it to etch away the thermoset or thermoplastic to achieve a flat and even surface.
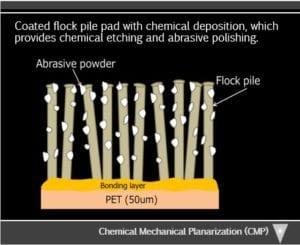
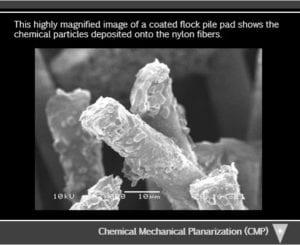
Note that COATED flock pile pads have a chemical deposition on the fibers. The chemical choices for Ångström coated flock pile pads are:
- Aluminum oxide
- Cerium oxide
- Silicon carbide
- Silicon dioxide
Activated by water, each chemical reacts differently with different materials and has a specific function. For example, coated flock pile pads with aluminum oxide and cerium oxide are considered the etchers, because they create the etching effect.
Which coated flock pile pads should you use? As noted above, it depends on the specific MT ferrules you use in your fiber optic cable assembly.
“What is the advantage of using coated flock pile pads?”
I’ve been in the fiber optic industry a long time, and I’ve watched CMP flock pile pads go from being a good idea – but problematic – to becoming an advanced process that offers repeatable, predictable results.
In the early days of MT process development, many types of chemical slurries were used in the polishing process. The slurry contained water or oil with a chemical compound, which was manually deposited onto a polishing pad by a technician.
(Coated flock pile pads were not available at the time.)
The CMP occurred with the addition of the mechanical action: motion, pressure, and velocity. This slurry-based polishing process was not clean and did not yield predictable results. It was tricky at best!
Today’s coated flock pile pads – pre-deposited films – make the polishing process cleaner and more efficient while providing repeatable, predictable results. Of course, the quality of the coated flock pile pad is important. Achieving the correct etching and polishing process requires manufacturers to maintain very tight quality control of critical aspects such as pile (fiber) size, length, uniformity, and density as well as controlled particle size of the abrasive chemicals.
When process engineers ask about slurries, I let them know that these are still available, but they will not get repeatable results. They WILL get repeatable, predictable results using a coated flock pile pad with chemical deposition.
“Why is etching important in Chemical Mechanical Planarization of MT ferrules?”
The MT plastic material requires fibers to protrude between 1 to 3.5 microns in height. The only way to achieve this is to etch away the thermoset or thermoplastic material from the fibers.
Remember, the primary task of CMP coated flock pile pads is to etch away the substrate material, leaving the fibers at a specific, controllable protrusion.
The secondary task is to provide a good polish to the glass fibers, so they meet industry requirements for visual standards and optical transmission.
“How do CMP coated flock pile pads ensure coplanarity for MT ferrules?”
Hold your hands up in front of you. You’ll see that your fingers are different lengths. What if your fiber optic connector looked like this? The long fibers will make contact with the mated connector, but the short ones (illustrated by your pinkie fingers) will not make contact. This is a good example of what we DON’T want!
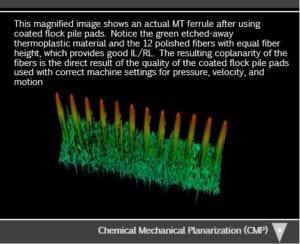
What we DO want is coplanarity – flatness – of fiber height, defined as the individual height of each fiber compared to its neighbor. Coplanarity is the direct result of the quality of the coated flock pile pad and correct machine settings in all polishing steps.
Fiber contact is critical in a mating scenario with another connector. All fibers must be within the specification tolerance level for optimum contact with the mated connector. If fiber height is inconsistent and below spec, you’ll have Insertion Loss and Return Loss (IL/RL) problems. On the other hand, coplanarity provides a reliable product that meets specifications and makes good physical contact with the mated connector.
Fiber Optic Center offers technical support to integrate coated flock pile pads into your MT ferrule polishing process.
In summary, the CMP process is dictated by the material of the MT ferrule you’re using, the desired geometry requirements, and the visual standard requirements for surface quality. At Fiber Optic Center, we have intimate knowledge of coated flock pile pads and how they work. If you’re new to this material or have questions, call us. We’ll guide you to use the coated flock pile pads that are appropriate for your MT ferrules, so you can get the results you’re looking for.
Additional resources from the FOC team include:
- View Polishing Technical Solution Content
- View the Glossary, Acronyms, Military Specifications for Connectors
- Q&A Resource: email technical questions to AskFOC@focenter.com
