
Parmi les deux formes de virole courantes impliquées dans le polissage APC - conique et échelonnée - la virole à gradins est de loin la plus simple en termes de contrôle des géométries. Les ferrules à gradins sont plus chères que les ferrules coniques. Toutefois, d'un point de vue purement du contrôle de processus, Les ferrules d'étape sont absolument le choix le plus simple et le meilleur. Si vous débutez dans le polissage APC, il est fortement recommandé d'utiliser des ferrules à gradins plutôt que coniques. Les ferrules d'étape sont moins sensibles aux variations mineures de processus et de matériaux, et sont beaucoup plus faciles à utiliser lorsqu'il s'agit de développer et de modifier des processus de polissage. Ainsi, l'utilisation de ferrules à gradins conduit à des rendements de premier passage considérablement améliorés.
Pour garantir des performances optimales entre les paires accouplées de connecteurs APC, il est important que les géométries d'extrémité de la ferrule satisfassent ou dépassent les normes de géométrie d'extrémité acceptées par l'industrie.1. Les problèmes les plus courants auxquels sont confrontés les ingénieurs des procédés de polissage concernant la géométrie de polissage APC impliquent généralement les mesures de décalage et d'angle d'apex. Il y a un peu de trigonométrie complexe pour «prouver» mathématiquement les conséquences géométriques impliquées dans la formation et la mesure d'un angle courbe à travers un objet conique ou cylindrique (la virole). Mais il n'est pas nécessaire de se plonger trop profondément dans les mathématiques complexes. Des schémas simplifiés sont suffisants pour aider les ingénieurs de processus de polissage à visualiser les principes de base à l'œuvre, leur permettant de mieux contrôler leur processus de polissage pour répondre aux besoins géométriques du produit.
Pour comprendre le polissage APC, il est utile de commencer par examiner le polissage PC. Les mécanismes à l'œuvre affectant le décalage et l'angle d'Apex sont les mêmes, mais ils sont plus simples et plus intuitifs lors de la description du polissage sur PC.
Décalage et angles d'apex dans le polissage PC
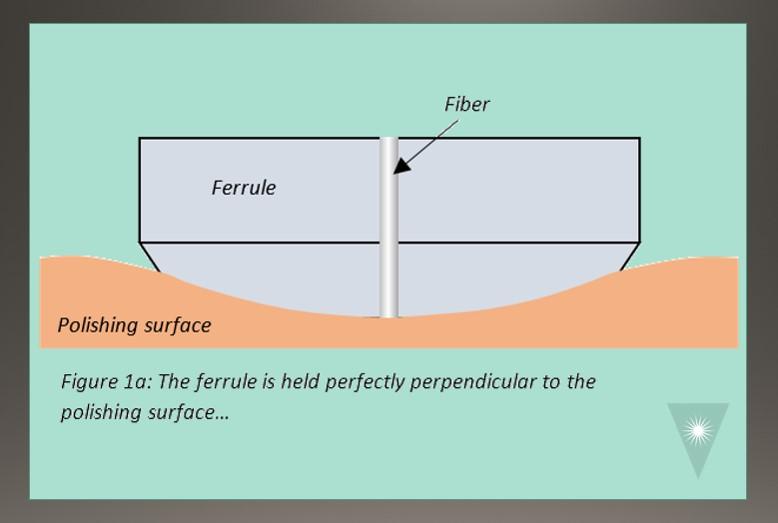
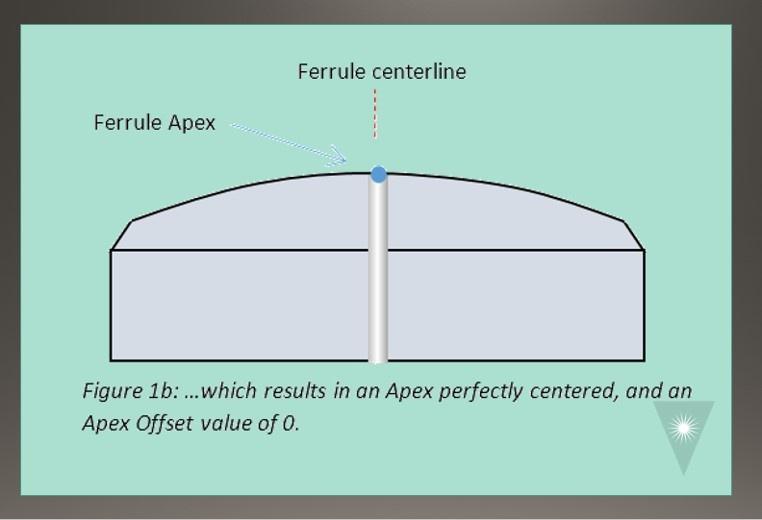
Apex Offset est un concept assez simple à comprendre dans le polissage PC. Avec les ferrules PC, l'intention est de maintenir la ferrule à un angle vertical de 0.0 degrés pendant le polissage (perpendiculaire à la surface de polissage). Tant que la virole est parfaitement perpendiculaire à la surface de polissage, l'apex (point le plus élevé) de l'extrémité arrondie sera le centre exact de la virole et la valeur de décalage de l'apex sera zéro.2 (Figures 1a et 1b).
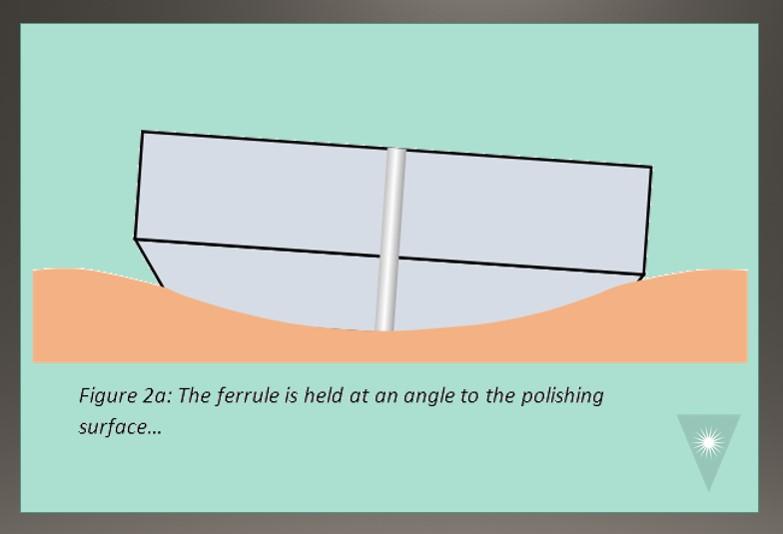
Si la virole n'est pas perpendiculaire à la surface de polissage, l'apex de la face d'extrémité incurvée ne sera pas centrée sur la virole: une valeur de décalage d'apex> 0 (figures 2a et 2b).
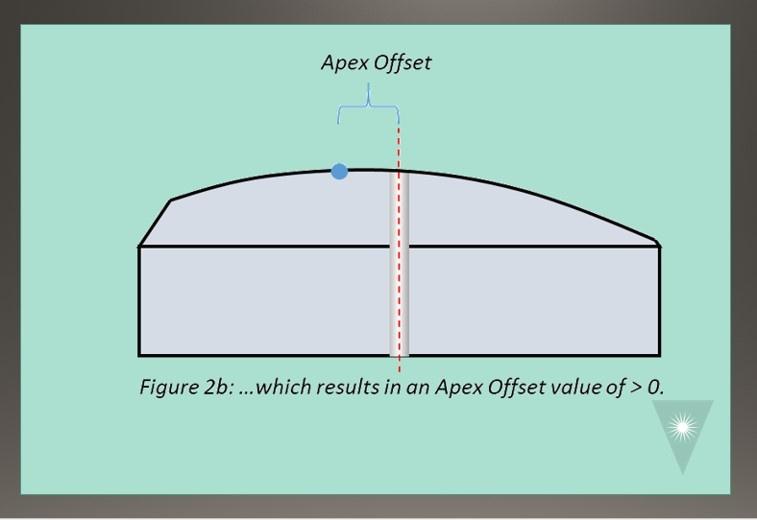
Plus la virole est inclinée par rapport à la perpendiculaire, plus l'apex du rayon sera éloigné du centre de la virole - donc plus la valeur de décalage de l'apex sera grande. Le décalage de l'apex est directement proportionnel à l'angle avec lequel la virole a été polie. En fait, Apex Offset et Angular Offset sont deux façons d'exprimer la même chose, ils utilisent simplement des unités de mesure différentes. (Le décalage Apex est mesuré en microns à partir du centre de la fibre, tandis que le décalage angulaire est mesuré en degrés par rapport à l'axe central de la fibre.) Étant donné que le décalage angulaire est une cause fréquente de problèmes de mesure de décalage Apex, les ingénieurs de processus de polissage peuvent identifier ce qui suit comme une géométrie générale Règle de processus:
- Tous les autres facteurs étant égaux, plus la différence entre l'angle de polissage prévu et l'angle de polissage réel est grande, plus la valeur mesurée du décalage Apex (ou du décalage angulaire) sera grande.
De plus, étant donné que l'extrémité est polie avec une surface arrondie (bombée), nous savons que l'angle de surface de deux points le long de la courbe ne sera pas égal, c'est-à-dire l'angle à mon point Apex et l'angle au point central de ma virole ne peut jamais être égal (figure 3). (Nous supposons que le dôme créé est parfaitement sphérique, ce qui est peu probable en réalité mais n'est pas pertinent pour notre discussion.)
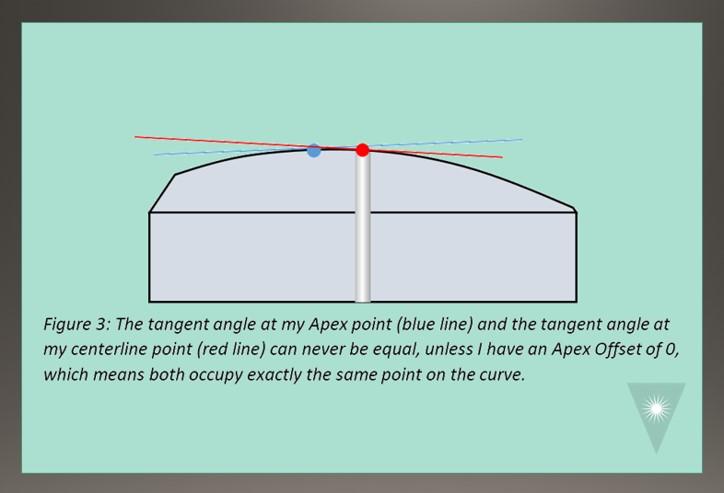
Voici un autre concept important à garder à l'esprit: l'angle de tangente à mon point Apex sera toujours exactement l'angle auquel j'ai tenu la virole pendant le polissage. Si je tenais ma virole à exactement 0.4 degrés de la perpendiculaire pendant le polissage, cela produira un angle à mon point Apex d'exactement 0.4 degrés par rapport à l'horizontale. Ce concept est important à retenir lorsque nous discutons du polissage APC.
Décalage et angles d'apex dans le polissage APC
Tout ce qui précède s'applique également lors du polissage des ferrules APC - la seule différence est que, avec les APC, nous avons l'intention de maintenir la ferrule à un angle par rapport à l'axe fibre / ferrule pendant le polissage (généralement 8 degrés) au lieu d'être parfaitement vertical (0 degré ). Cela introduit d'autres facteurs qui ont un impact significatif sur les valeurs de mesure de décalage et d'angle Apex, à savoir la forme de la virole, le rayon de la face d'extrémité et l'ERREUR DE CLÉ.
Notez que l'erreur clé est un composant majeur des valeurs de décalage Apex mesurées. L'erreur clé est la «composante rotationnelle» du décalage Apex. Par exemple, si la fente de rainure de l'adaptateur dans mon interféromètre est beaucoup plus large que la largeur de la clé sur mon connecteur APC, vous pouvez imaginer qu'il m'est possible de faire légèrement pivoter le connecteur pendant la mesure, ce qui entraîne des valeurs de mesure erronées. C'est un sujet compliqué à expliquer en détail et qui mérite son propre article. En raison de cette complexité - et du fait que les problèmes d'erreur de clé sont moins courants que les problèmes angulaires - je n'aborderai pas l'erreur de clé en détail dans cet article.
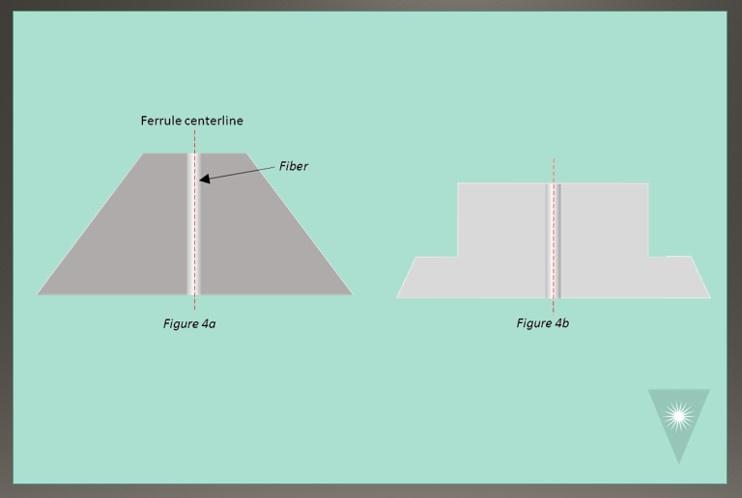
Tout d'abord, regardons la forme de la virole. Il existe deux types courants d'embouts APC en termes de forme: conique et marchepied.
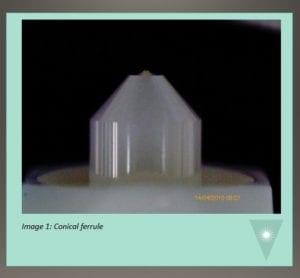
- La virole conique (Image 1) a naturellement une forme conique dans la zone de polissage de la virole.
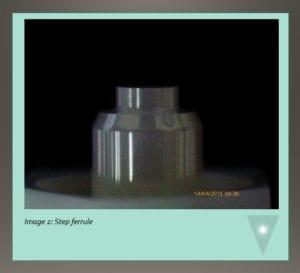
- La virole étagée (Image 2) a une forme cylindrique dans la zone de polissage de la virole.
Les figures 4a et 4b présentent des schémas en coupe des deux types de viroles. Les zones grises sont le matériau de la ferrule, le centre est la fibre et les lignes en pointillés rouges indiquent la ligne centrale du diamètre de la ferrule.
Nous devons maintenant considérer les résultats de la coupe d'un angle de 8 degrés à travers ces deux formes. Nous allons commencer par la forme de la virole conique.
Forme conique et apex3
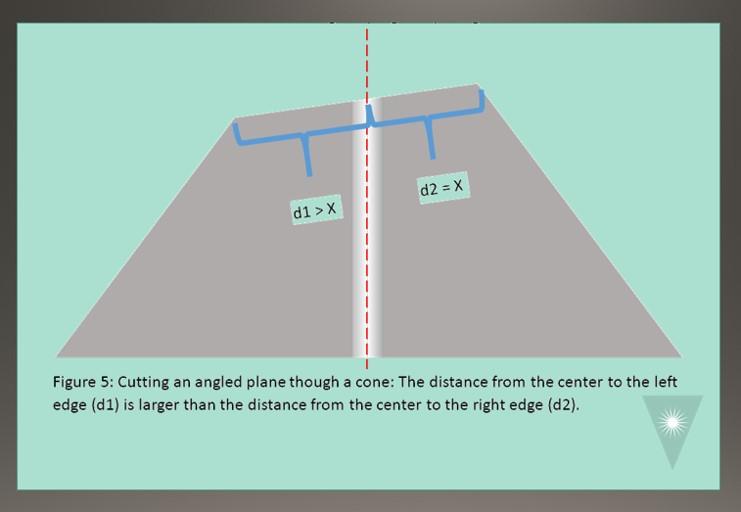
Si nous coupons une ligne droite à travers la virole conique, nous pouvons voir que - en raison de la forme du cône - tout angle coupé à plat sur la surface nous laisse avec des distances inégales du centre aux bords extérieurs de la virole. (Pour le moment, nous oublierons tout rayon sur la face d'extrémité; nous aborderons ce point plus loin dans cet article.)
Sur la figure 5, nous pouvons voir que la distance entre le centre et le bord gauche (inférieur) est plus grande que la distance entre le centre et le bord droit (supérieur):
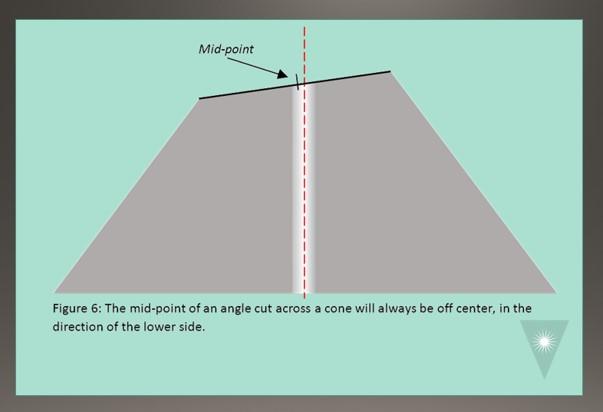
Si nous mettons une ligne droite sur la surface inclinée, son point médian ne sera pas - et ne peut jamais être - au centre de la virole (Figure 6).
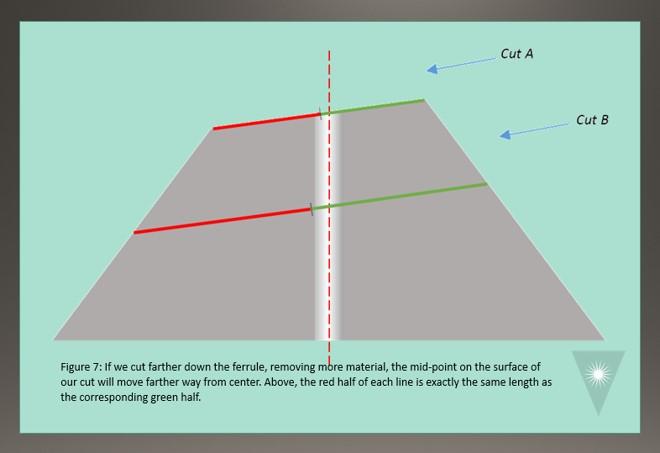
Au fur et à mesure que nous polissons de plus en plus de matériau de la forme du cône, le point central s'éloigne de plus en plus de la ligne centrale. Ce point médian ne sera JAMAIS au centre de la virole, et s'éloignera de plus en plus du centre à mesure que nous enlèverons plus de matière - et coupons la virole de plus en plus courte (Figure 7).
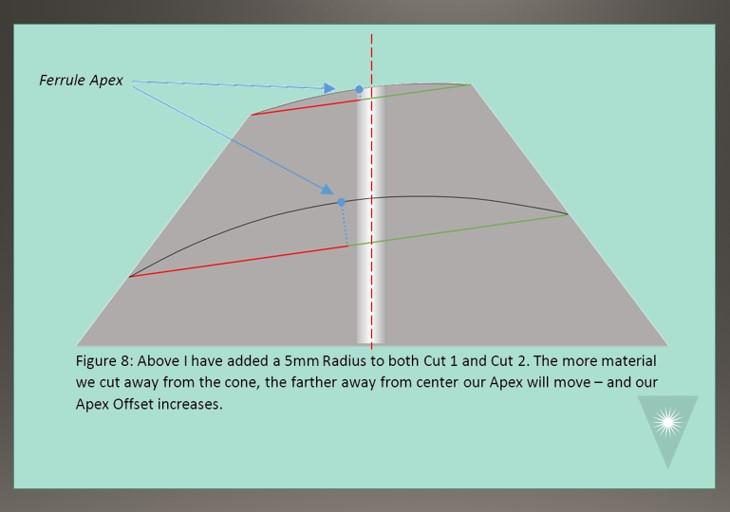
Considérons maintenant ce qui se passe lorsque cette surface a une face arrondie au lieu d'être parfaitement plate. Sur la figure 8, j'ai ajouté des rayons de 5 mm à deux emplacements différents sur la virole. Comme prévu, la virole Apex sera encore plus loin du centre au milieu de la coupe. De plus, il continuera à se déplacer de plus en plus loin du centre de la virole à mesure que davantage de matière sera retirée.
Maintenant, nous voyons que si je polis une virole conique à 8 degrés - puis mesurez dans un interféromètre (qui maintient également la virole à 8 degrés) - il m'est pratiquement impossible d'obtenir de bonnes mesures Apex Offset. Par conséquent, voici une autre règle de processus de géométrie:
- Les ferrules APC coniques DOIVENT être polies à un angle supérieur à 8.0 degrés (généralement 8.2 ou 8.3 degrés).
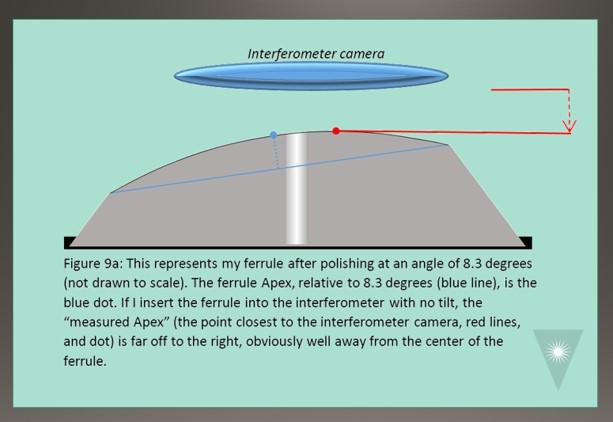
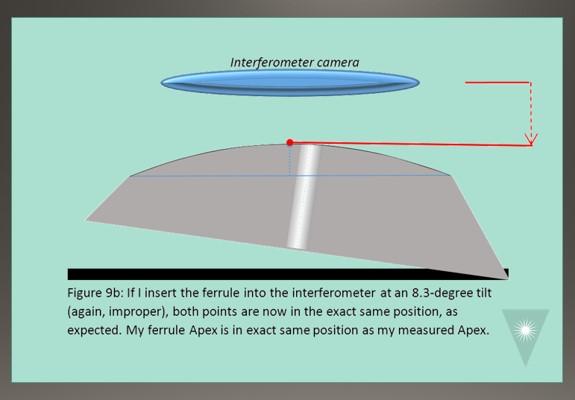
Parce que nous maintenons toujours les ferrules à exactement 8.0 degrés lors de la mesure dans un interféromètre, si nous polissons les ferrules coniques à 8.3 degrés, notre Apex mesuré sera plus proche du centre de la ferrule. La forme de la virole reste constante - ma «virole Apex» est encore loin du centre. Mais comme nous mesurons à partir d'un angle relatif différent, «l'apex mesuré» sera un point différent4 (Figures 9A, 9b, 9c).
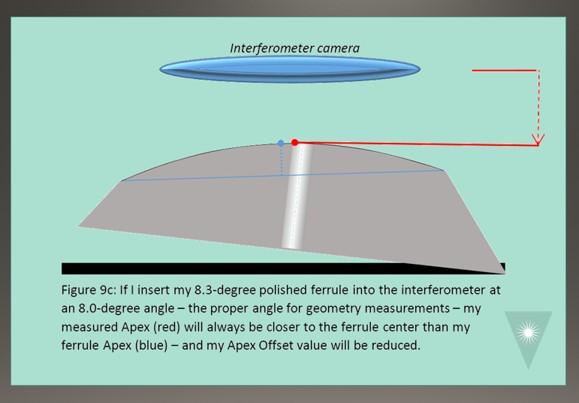
En utilisant un angle de polissage plus grand que celui que j'utilise pour mesurer, je peux obtenir de bien meilleures mesures Apex Offset. Mais il reste que, en raison de la forme conique, plus j'enlève de matière (plus je polis), plus ma valeur mesurée de décalage Apex sera mauvaise (la virole Apex continuera à se déplacer «vers la gauche» ou vers le bas côté de la virole). Cela nous donne une autre règle de processus de géométrie utile:
- Pour un angle et un rayon donnés avec des ferrules coniques, plus je polis, plus mon décalage Apex se déplacera dans la direction du côté inférieur de la ferrule coudée.
Forme et angle coniques
Nous devons maintenant regarder l'angle mesuré. Comme nous l'avons vu précédemment (voir figure 5), chaque point le long d'une surface en dôme a un angle différent par rapport à l'horizontale - la tangente au rayon à ce point. Au sommet de la virole, l'angle sera exactement le même que l'angle auquel la virole a été maintenue pendant le polissage. Mais pour nos mesures d'interféromètre, nous ne nous soucions que de l'angle au niveau de la région de la fibre: le centre de la virole. Et l'angle au centre de la ferrule (la région de la fibre, où nous mesurons les valeurs d'angle) sera TOUJOURS inférieur à l'angle auquel nous avons poli (Figure 10) lorsque l'Apex est sur le «côté bas» de l'angle, et sera TOUJOURS être supérieur à l'angle auquel nous avons poli (non dessiné) lorsque l'Apex est sur le «côté haut» de l'angle.
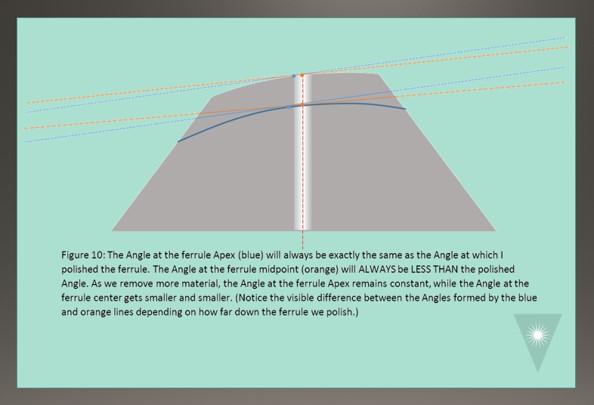
Au fur et à mesure que nous retirons de plus en plus de matière et que nous coupons plus bas dans la virole conique, l'angle à notre apex reste constant, tandis que l'angle sur notre ligne centrale (la zone de la fibre) devient de plus en plus petit. Et comme nous ne sommes intéressés que par la mesure de l'angle au niveau de la région des fibres de la virole, nous pouvons conclure une autre règle de processus de géométrie:
- Pour un angle et un rayon de polissage donnés, plus je polis une virole conique, plus mon angle dans la région de la fibre deviendra petit.
- Si mon angle mesuré est trop grand, je peux résoudre ce problème en polissant simplement plus de matériau (plus de temps de polissage).
- Si mon angle mesuré est trop petit, je ne peux pas résoudre ce problème en polissant davantage - je devrais modifier mon processus pour enlever moins de matière (moins de temps ou des films de polissage moins agressifs) et recommencer.
Effet de rayon sur l'angle
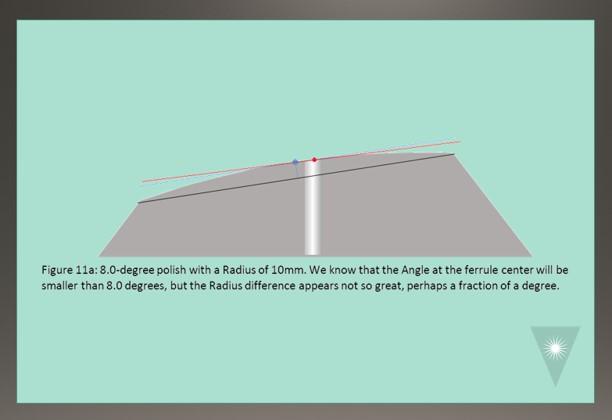
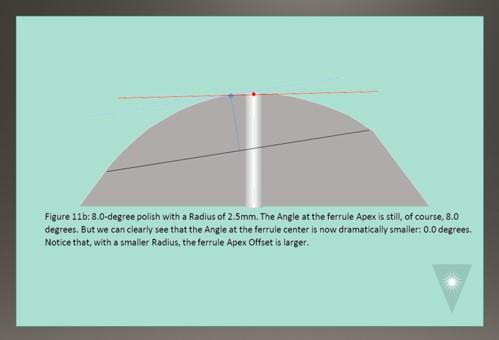
Nous arrivons maintenant à l'effet que notre valeur de rayon a sur notre angle dans la région de la fibre. Nous savons déjà que, parce que la surface est sphérique, l'angle au niveau de la région de la fibre sera toujours différent de l'angle au niveau de la virole Apex (voir Figure 10). Mais l'ampleur de cette différence d'angle dépend de la courbe du rayon. Un rayon plus grand («plus plat») aura une différence plus petite; un rayon plus petit («arrondi») aura une plus grande différence (figures 11a et 11b).
Cela nous donne deux autres règles de processus de géométrie:
- Augmenter mon rayon augmentera l'angle au niveau de ma région de fibre. (Ceci s'applique aux ferrules coniques et étagées.)
- Augmenter mon rayon diminuera le décalage Apex. (Ceci s'applique aux ferrules coniques et étagées.)
Nous pouvons voir qu'avec les ferrules coniques, la profondeur à laquelle nous coupons - jusqu'où nous coupons la ferrule et la quantité de matériau que nous retirons - doit être très bien contrôlée si nous voulons avoir le moindre espoir de contrôler notre décalage et l'angle mesurés d'Apex. valeurs. Comme nous le verrons, la ferrule de marche ne nécessite pas une telle concentration sur la profondeur de coupe.
Forme d'étape et Apex
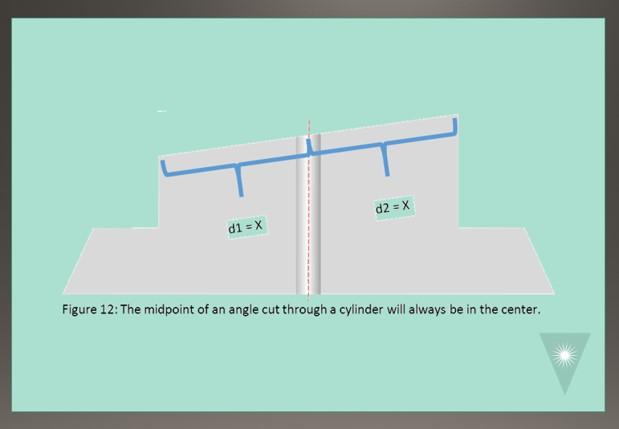
Les effets de la coupe d'un angle arrondi à travers une férule d'étape sont beaucoup plus faciles à expliquer et à comprendre. En raison de sa forme cylindrique, tout angle coupé à plat sur la surface aura exactement la même distance du centre au bord extérieur (Figure 12).
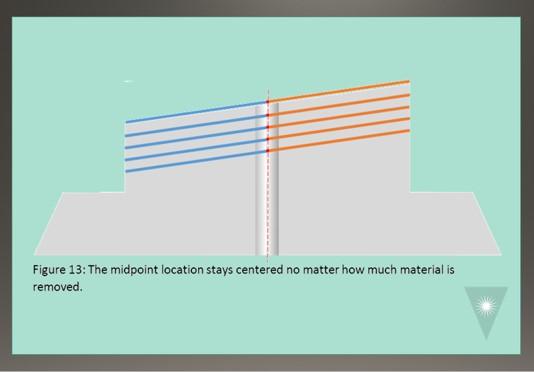
En raison du diamètre constant du cylindre, la ligne médiane de l'angle sera toujours au centre de la virole, quelle que soit la quantité de matière retirée lors du processus de polissage (Figure 13).
Lorsqu'il est poli avec un rayon, nous pouvons voir que, comme les ferrules coniques (voir figure 8), la ferrule Apex sera également toujours décalée du centre de la ferrule.
Cependant, en raison de la symétrie de la forme du cylindre, ce décalage sera nettement inférieur à celui des viroles coniques (figure 14).
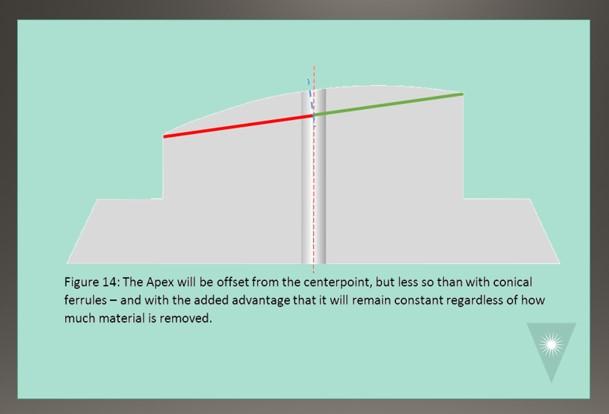
Nous avons toujours un décalage Apex inhérent lors du polissage d'une surface bombée sur une virole à gradins, mais ce décalage est mineur et un appareil de polissage standard à 8 degrés peut être utilisé.
Forme et angle du pas
Nous savons que l'angle au niveau de la région des fibres sera toujours inférieur à l'angle auquel nous polissons - cela est vrai à la fois pour les formes de virole conique et étagée. Mais comme avec Apex, l'ampleur de la différence est bien moindre lors de l'utilisation de ferrules d'étape. Comme la ferrule Apex est plus proche du centre, la différence d'angle sera nettement moindre - négligeable, en fait. Et, comme avec Apex, l'angle au centre de la virole ne changera pas, quel que soit le polissage ou le peu de polissage.
Effet de rayon sur l'angle
Cet effet est exactement le même qu'avec des ferrules coniques (voir les figures 11a et 11b), et les mêmes règles données dans cette section s'appliquent aux ferrules de marche.
Conclusions
Le contrôle de l'apex et de l'angle sur les ferrules coniques est beaucoup plus difficile qu'avec les ferrules à gradins, notamment parce que nous devons contrôler la «profondeur de coupe» - la quantité de matière de ferrule que nous retirons pendant le processus de polissage. Cela signifie que nous devons nous assurer que les films de polissage que nous utilisons ont une consistance abrasive exceptionnelle d'un lot à l'autre. De plus, étant donné que le taux de coupe abrasif des films de polissage diminue au fur et à mesure que nous utilisons le film, nous devrons probablement réduire le nombre de fois que nous réutiliserons les films dans notre processus (cela augmentera les coûts de polissage). Étant donné que la ferrule de marche n'est pas affectée par la profondeur de coupe, la variation de la vitesse de coupe de l'abrasif a beaucoup moins d'effet sur nos résultats.
Avec les férules coniques et pas à pas, le rayon que nous générons a un effet similaire sur l'apex et l'angle mesurés. En général, cibler un rayon à l'extrémité inférieure de nos limites de tolérance améliorera nos chances d'obtenir des mesures de décalage et d'angle d'apex acceptables.
______________________________
1 Telcordia GR-326; CEI 61755-3-2
2 Cette déclaration est un peu simpliste. Il existe d'autres facteurs qui peuvent certainement affecter les valeurs de décalage et d'angle Apex sur le polissage PC et APC, tels que les imperfections du matériau ou de l'équipement, les erreurs de mesure, les erreurs de processus commises par les opérateurs, etc. concept de générer un angle arrondi à travers une virole APC et comment notre processus de polissage, dans des conditions idéales, affecte les valeurs de mesure de décalage d'apex et d'angle résultantes. Donc, pour simplifier, nous ignorerons ces facteurs non liés au processus.
3 Les images des ferrules coniques et étagées montrent des ferrules non polies - il n'y a pas encore d'angle généré sur les pointes. Les deux types de ferrules sont disponibles à l'achat en tant que «pré-coudés», où le fabricant de ferrules coupe déjà l'angle. Cela réduit considérablement le temps de polissage et les coûts pour l'assemblage des câbles. Que vous utilisiez des ferrules pré-coudées ou non, les mêmes facteurs affectant l'angle et l'apex discutés dans cet article s'appliquent.
4 Le terme «apex» est généralement compris comme signifiant «le point le plus élevé le long d'une surface». Mais nous devons comprendre que «point le plus élevé» est un terme RELATIF. Plus haut, par rapport à quoi? Prenons un exemple de cône de signalisation orange. Imaginez que vous posiez le cône sur le sol et que vous vous teniez au-dessus, de sorte que vous regardiez directement le cône. À partir de cette position, vous pourriez dire que l'apex du cône est le point le plus proche de votre visage. Mais que se passe-t-il lorsque vous donnez un coup de pied au cône sur le côté - en l'inclinant essentiellement à 90 degrés? Maintenant, le point le plus proche de votre visage n'est pas la pointe du cône, mais plutôt le bord de la base du cône. Vous n'avez pas modifié l'emplacement du point Apex sur le objet (le cône), vous avez seulement changé sa position relative dans l'espace d'où vous êtes mesure (tes yeux). Ainsi, dans notre discussion, nous devons faire attention à distinguer entre l'apex de la FERRULE (le point le plus élevé de son rayon, par rapport à l'angle auquel il a été poli) et l'apex MESURÉ (le point sur la surface de la virole le plus proche de l'interféromètre caméra pendant le test). Ceci est particulièrement important lorsque l'on discute du polissage de la virole conique, car l'angle auquel nous polissons la virole et l'angle auquel nous mesurons la virole ne sont pas les mêmes - nous «frappons le cône» un peu pendant la mesure.
Les ressources supplémentaires de l'équipe FOC comprennent:
- Afficher le contenu de la solution technique de polissage
- Consulter le glossaire, Acronymes, Spécifications militaires pour les connecteurs
- Ressource Q&R: envoyez vos questions techniques DemandezFOC@focenter.com
